


Hosted By: American Petroleum Institute (API)
Dates: May 20, 2024 - May 24, 2024
Exhibitions & Trade Shows
Standards & Committee Meetings

Inspection is the practice of examining the physical condition of materials, components, or entire pieces of equipment in order to determine if and for how long it will operate as intended. Inspection plays a vital role in any asset integrity management program. Inspection provides information about the current condition of the equipment in question and may provide information to validate the reliability prediction for the equipment (i.e. validate the accuracy of the equipment remaining life estimation).
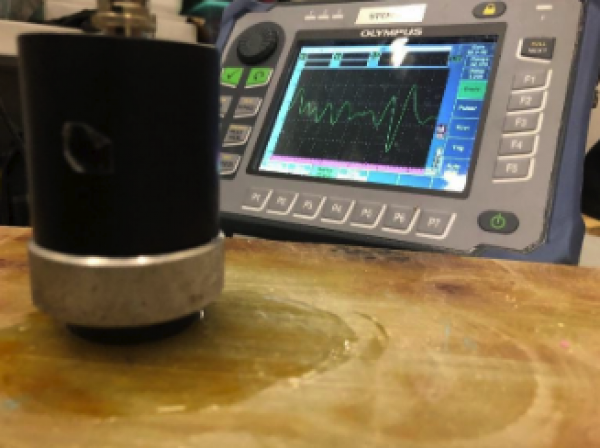
Nondestructive testing (NDT) uses a variety of inspection techniques in order to locate and monitor defects without causing damage to the component. External and internal corrosion and cracks are often found using NDT methods. Some examples of common NDT methods include: radiographic testing, ultrasonic testing, magnetic particle testing, electromagnetic testing, and many more. When selecting an NDT method to use for a piece of equipment, the following four considerations should be accounted for:
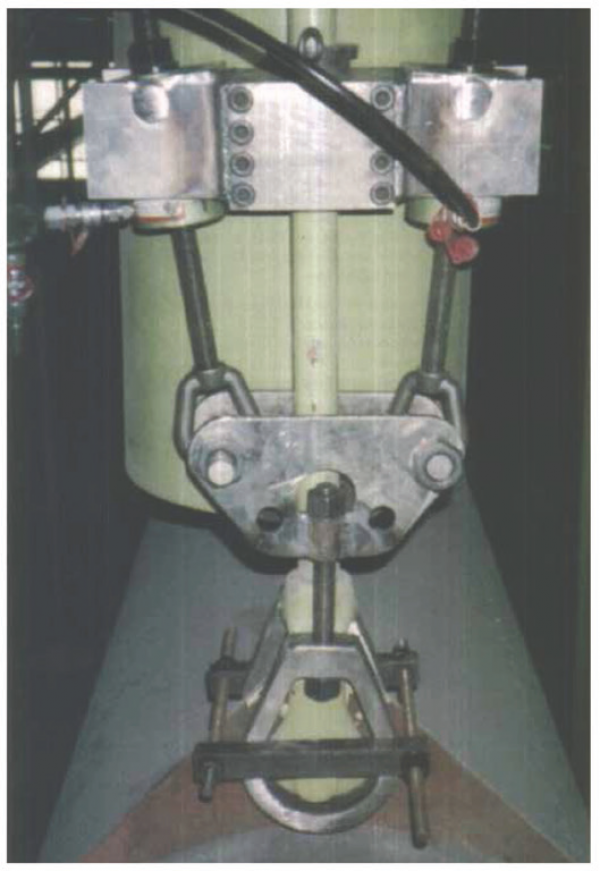
In contrast to NDT, destructive testing causes damage to the test specimen. The purpose of destructive testing, also known as mechanical testing, is to reveal material properties when external forces are applied dynamically or statically. Important material properties of interest include: tensile strength, elasticity, elongation, hardness, fracture toughness, fatigue, and resistance to impact. Common mechanical tests that provide information about those properties include tensile testing, compression testing, torque testing, bend testing, hardness testing, charpy impact testing, and shear testing.
The purpose of performing inspection is to provide information on the current state of a piece of equipment or provide information for remaining life calculations. Risk-based inspection (RBI) and fitness-for-service (FFS) assessments are two standards used in the oil and gas and chemical processing industries.
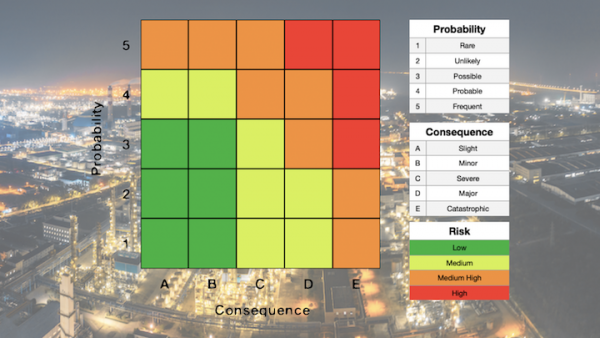
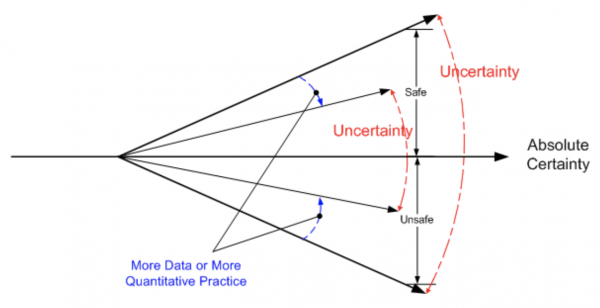
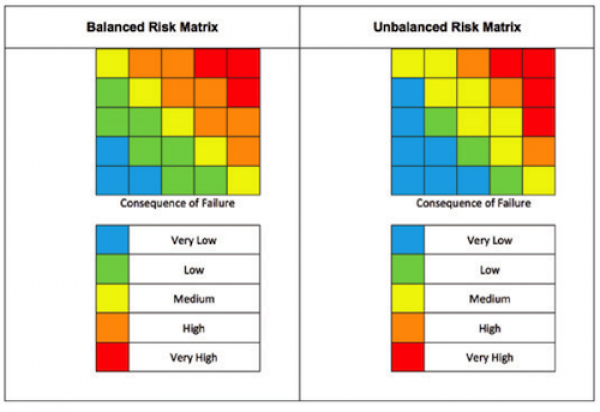
RBI is a process that uses a combined system of methods to identify and understand risk. Put simply, risk can be defined by two elements: the consequence of failure (CoF) and the probability of failure (PoF). The CoF considers and evaluates the consequences of various outcomes (e.g. health and safety, environmental damage, equipment damage, and economic loss). The PoF is the likelihood that a piece of equipment will fail at a given time. Furthermore, both the CoF and the PoF involve qualitative and quantitative assessments. The fundamental concept of RBI is “How much confidence do I need to have in what I believe to be the true damage state of the equipment [1]?” RBI can be used to reduce uncertainty about the damage state of a piece of equipment by prioritizing inspection-related techniques. This is usually done by means of NDT. Learn more about RBI.
FFS is a recommended practice and industry standard that evaluates in-service equipment for structural integrity. The purpose of FFS is to determine if a component is suitable for continued service. There are three levels of FFS assessments, each increasing in level of detail, analysis, and complexity. Typically, data from NDT and mechanical testing provide critical inspection information used for FFS assessments. The outcome of an FFS assessment, as it relates to inspection, is to establish inspection intervals for specific equipment in order to monitor and eliminate potential failures. Establishing inspection intervals improves the overall safety, reliability, and efficiency of aging equipment. Learn more about FFS.
Quality assurance (QA) and quality control (QC) are often confused as being the same process. However, the two processes are distinct.
The purpose of QA is to inspect the process that manufactures products. In other words, QA is a process that looks to improve the product development in order to eliminate defects in manufactured products. Inspection relating to QA does not typically involve NDT nor mechanical testing but rather, uses qualitative methods to identify gaps and anomalies in the process.
QC is carried out after QA and involves inspection of the product. The QC process involves activities such as NDT to ensure the quality of the product will operate as intended and for a specified number of cycles (if applicable) before failure. Mechanical testing may also be performed on one part per batch or per “X” number of batches. The number of batches is up to the company and individuals involved in the manufacturing process. The purpose of QC is to detect flaws and to determine if the defect is acceptable or rejectable for service.
Since there are hundreds of standards relating to NDT and mechanical testing, it is best to list the organizations that develop and publish standards pertaining to inspection. The following standards bodies are well known in the inspection community:
We welcome updates to this Integripedia definition from the Inspectioneering community. Click the link below to submit any recommended changes for Inspectioneering's team of editors to review.
Contribute to Definition
The consequences of neglecting pipe support inspections can be dire. This article takes a look at why these inspections are crucial.
Part 1 of this series provides a suggested framework for consistently generating a complete inspection continuous history report.

A calculated and thought-out investigation into floating roof rim seal failures is required to provide usable data to support risk mitigation decisions.

A detailed account of the multiple degradation mechanisms, including metal dusting and failure of thermowell assemblies, of a vintage primary reformer.

An overview of the types of in-service metallurgical embrittlement and other conditions that can accelerate embrittlement and increase the risk of cracking.
Our proprietary furnace tube inspection system, FTIS is an ultrasonic inspection technology capable of rapid, automated fired heater coil inspection in refinery fired heaters. The data captured by our furnace tube inspection system is...

When it comes to aboveground storage tanks, leveraging SMEs in the inspection data gathering process and associated scope planning can ensure that each inspection is tailored for efficiency and effectiveness.
Software advances in laser scanning allow for examining noncylindrical equipment common in a plant environment. We’ll give six examples of how this is done.

Our conversation explored the historical evolution of PACS, its applications, its impact on the NDT industry, and the anticipated advancements in PACS.

If you missed the 2024 API Inspection and Mechanical Integrity Summit or didn't get a copy of our Special Edition issue, you can download it here.
The article presents a methodology that involves subject matter experts to navigate data challenges, ensuring accurate interpretation and swift decision-making.

The problem is, you don’t. With the out of date procedures that traditional inspection contractors use, data is usually invalid by the time it reaches your system. You rely on this data to make critical decisions regarding integrity concerns, and...
This article discusses how in-line inspection (ILI) can detect corrosion under insulation (CUI) in pipelines, emphasizing thorough, safe examination.

A comparative analysis of robotic nondestructive inspection tools used to locate floor defects in aboveground storage tanks.
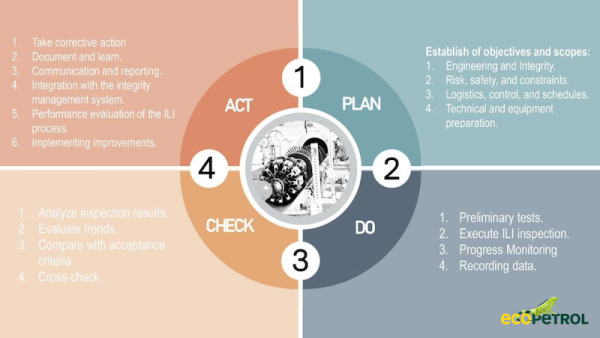
Recognizing how the phases of the PDCA cycle fit the particularities of ILI. Each stage is addressed to increase efficiency and safety in pipeline inspection.
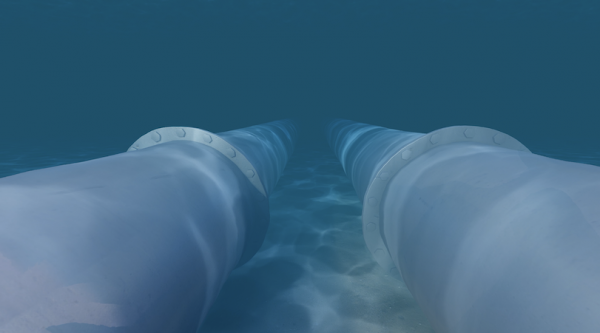
This article presents a risk-based inspection (RBI) approach for the assessment of offshore subsea pipelines, accompanied by a practical case study.

The authors delve into a crucial data integrity challenge known as 'Suspicious Time Periods,' shedding light on the impact of historical inspection data.

Equity Engineering Practices® (EEPs) are a collection of design and maintenance focused corporate standards that include >850 engineering standards, and >300 piping classes. Enhance your mechanical integrity programs, improve equipment...
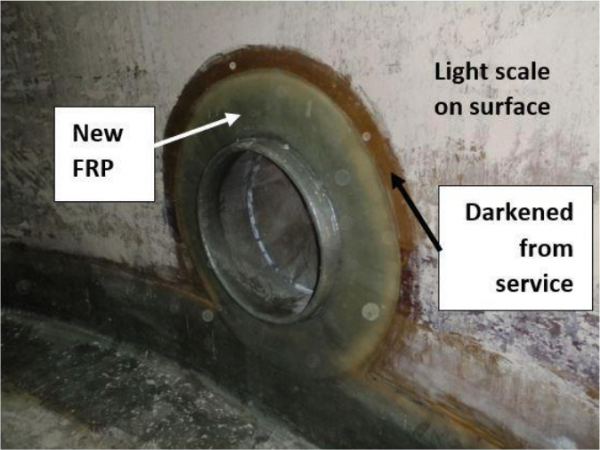
A look at the dominant damage mechanisms experienced by FRP during service and several detection methods to identify inspection information for FFS assessment.

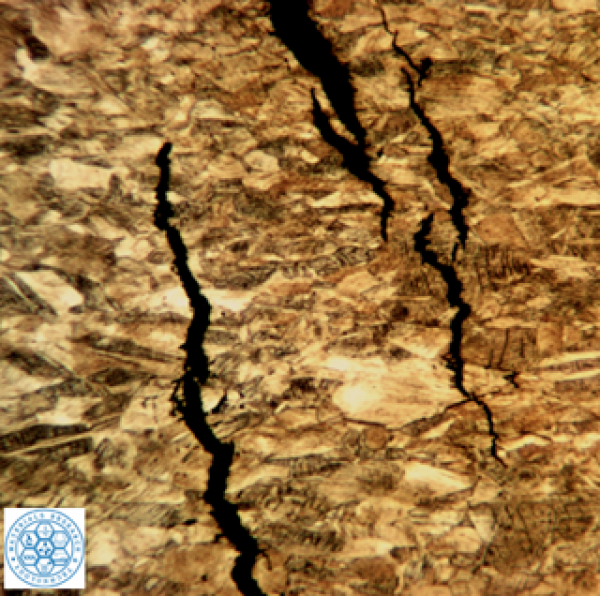
This article is Part 1 of a new three-part series on brittle fracture and focuses on the fundamental concepts and damage morphology associated with the unstable rupture of pressure equipment.

The capabilities of automated radiographic testing (ART) make it the preferred method to manual techniques for detecting piping corrosion defects in the field.

Learn how a new generation of electromagnetic technology is aiding offshore asset owners in managing corrosion issues within splash zones.
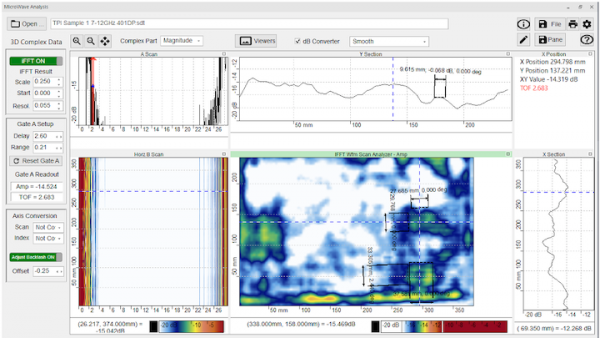
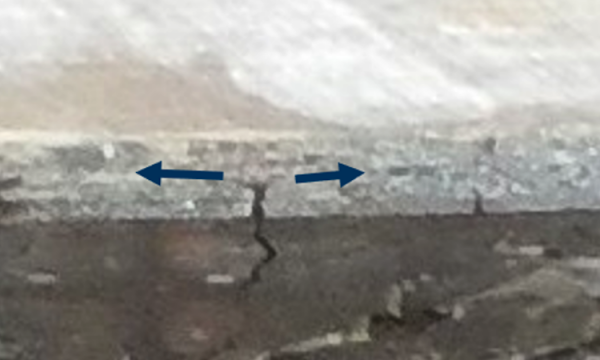
The latest developments in microwave inspection of complex composites are summarized, including principles of multi-frequency microwave inspection.

In today's chemical and refining industries, sustained long term reliability of facilities is critical to profitability and competitiveness. In fact, history shows that differences in operating expenses between best-in-class refineries, and poor...

A discussion on the rationale for being cautious with an inspection of older vessels and how to decide when such inspection is appropriate.
This installment of Damage Control outlines the FFS methods available to analysts for evaluating wall loss such as sulfidation or high-temperature H2/H2S corrosion in pressure equipment
The key to unlocking the potential of AI in NDT is to implement the necessary technologies to digitize inspection workflows and create a structured digital database.
Comprehension of the sulfidation corrosion reaction and the behavior of different materials in H2-free and H2/H2S environments is imperative for oil refineries.

Our discussion centered on the evolution of AIM software over the past 30 years, providing insights and a unique perspective on the industry's development.

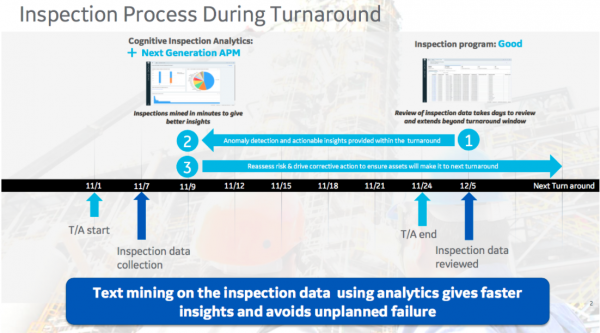
Are you truly prepared for your next Turnaround? Effective work processes are required to successfully plan, manage, review and supervise plant turnarounds. Inspection planning and work scope selection are critical aspects of any turnaround...
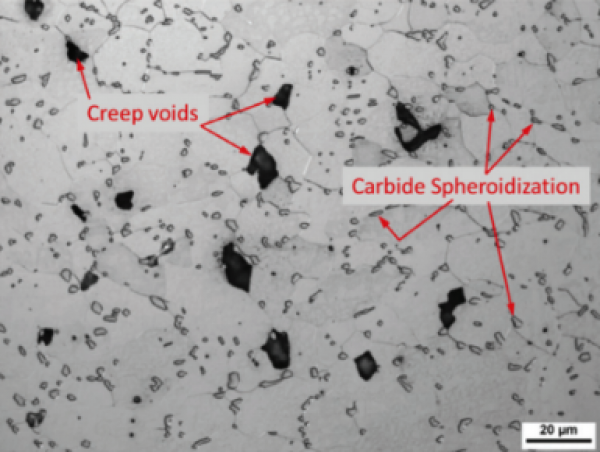
Part 3 of this series provides pragmatic strategies for mitigating high-temperature creep damage in typical pressure component alloys.

General guidance to provide a foundation to complete a solid inspection plan for sulfide stress cracking (SSC) as a result of the wet hydrogen environments.
From 2010-2020, more than 30% of the pipelines involved in spilled incidents had at least one ILI that collected data at the point of the accident. In September 2021, the third edition of API Std 1163 was published. What is new? What is important?
Part 2 of this Damage Control series on high-temperature creep discusses engineering evaluation methods that can be used to predict the remaining creep life of components. Comparisons between the Larson-Miller Parameter and the MPC Omega are offered.

The next annual International Pressure Equipment Integrity Association Conference and Exhibition is right around the corner, so we thought we’d have a quick chat with members of the Executive Committee about the upcoming conference.

TEAM provides full inline, onsite and, shop valve repair services and maintenance programs for virtually all valve types, brands, sizes, materials, pressures, and operating conditions, including actuators and operators. Our valve repair solution...

This short blog article explains why developing an internal best practices collection is preferred over other options, and provides recommendations on how to best develop, implement, and maintain an internal best practices collection.
Utilizing automated ultrasonic testing (AUT) for corrosion mapping to detect and quantify damage can play an important role in an effective MI program. This article compares two common off-the-shelf AUT technologies used for corrosion mapping.
A focus on typical damage morphology and inspection methods used to identify and characterize high-temperature creep including examples of creep damage and in-service failures to offer insight into this complex damage mechanism.
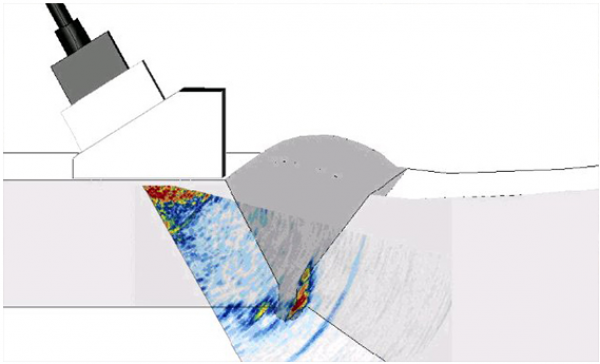
Phase coherence imaging (PCI) is a new advanced ultrasonic inspection technique that produces live total focusing method (TFM) images with unprecedented clarity and sensitivity to small defects.
An investigation was conducted to challenge the paradigm that baseline inspections must be done for all piping and other static mechanical pressure equipment. This article introduces a new approach to baselining practices.

Statistical techniques are meant to complement the work of SMEs and can provide deeper insights into the inspection data collected as part of a reliability program. Pinnacle has combined traditional methods, expertise, and Machine Learning to...

Resulting from developing a 20-year nonintrusive inspection strategy, a successful experience is presented using a volumetric examination on a modified storage tank shell-to-bottom weld, known in the industry as corner-weld.
The pursuit to develop and validate phased array/time of flight diffraction (TOFD) transducers and corresponding wedges to service high-temperature inspections with the hope to discover reliable, convenient, and cost-effective alternatives.
Of the nearly 70 damage mechanisms listed in the latest edition of API RP 571, the highest FEMI risk may be the ones that are highly localized in nature and, therefore, the hardest to find.

Every year, Inspectioneering hosts a private meeting to glean insights, feedback, and guidance from our Editorial Board members. This time around we posed several questions, with responses to each summarized in this note from our chief editor.
This blog will dive into the “next steps” of maximizing RBI programs, specifically how to better quantify the value of inspections and improve inspection handling.
Pinnacle's data-driven reliability framework ensures the right data is fueling the right intelligence, helping you make confident, strategic decisions.

There are a lot of potential threats that can interfere with maintaining adequate FEMI. Using situational awareness effectively to anticipate FEMI threats, understand them, and prepare the necessary steps can avoid a potential LOPC from the threat.

A study of the level of deterioration on a catalytic reformer support structure, the challenges involved, the solutions presented, and the aggressive schedule that was required to complete the project.
This article discusses some of the common fitness-for-service (FFS) issues plant engineers in the chemical and refining industry are facing and a handful of recommendations on how to improve them.
This article provides an overview of some of the more common forms of stress corrosion cracking (SCC) with a focus on effective inspection methods for detecting these forms of cracking.
Applying advanced statistical analysis methods will provide owner/users with a RAGAGEP-accepted method for analyzing corrosion monitoring data while also integrating the latest improvements in inspection capabilities.
Download Pinnacle's Economics of Reliability Report - Refining to see how reliability is affecting profitability.
This article describes HTHA predictive modeling advances that are designed to demonstrate a direct integration with inspection such that modeling and inspection can be leveraged together in a way never done before.
Within one unit, TriLat combines the power of two probes containing three angle beam sets to identify and quantify cracking at early stages. The result is inspection speeds up to ten times faster than traditional AUT systems, depending on probe size.
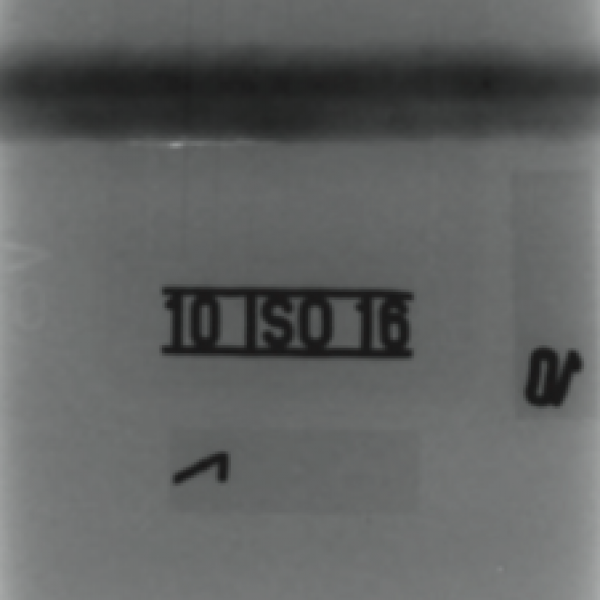
With the advent of digital technology, image processing can be done in digital radiographs which can be used for automated detection and quantification of defects. It is important to know the system's limitations and the probability of detection.
Utilizing a risk assessment methodology to determine the amount of detail in our QA/QC plans, as well as who needs to be involved, may help us improve both the effectiveness and the efficiency of our QA/QC work process.
Establishing a proactive touch point corrosion integrity management program using engineered on-stream line lifting is a safe and effective means of mitigating unplanned downtime and related safety and potential environmental hazards.

Traditional pressure vessel inspections often require taking assets out of service. However, MISTRAS’ Non-Intrusive Inspection (NII) programs provide data as good or better than internal inspections, while assets remain in service. NII is...

With all the variables in play during a turnaround event, it is rare for all expectations to succeed together, during the same event. It is important to have a process in place, plan each step, and utilize certified inspection personnel.
This article is Part 2 in a series discussing condition monitoring optimization where statistical inference techniques on the measured data can be utilized to provide reasonable expectations regarding the true extent of damage on the asset.
Dead legs pose a substantial threat to piping integrity as they are especially prone to contamination and corrosion. Tracking dead legs separately from the mainline piping should be done through controlled procedures at operating facilities.

In this article, the author shares a couple of examples for RBI practitioners that will hopefully spur you on toward excellence in RBI modeling.

Utilizing a digital field service management platform for inspection and related trade support is the answer to many of the difficulties experienced in mechanical integrity programs today.

Traditional, paper-based inspection processes can prevent plants from being as effective as they can be. By digitalizing your mechanical integrity process and data with MISTRAS Digital®, plants have realized up to 75% gains in IDMS data entry and...
Condition monitoring optimization goes beyond traditional CML optimization, which is often limited in the breadth of analysis, or can overemphasize a subset of the overall objective.

This article presents two case studies that show how having a holistic approach, along with the right technology and experience, is essential to identifying smaller damage mechanisms like fretting in fired heater coils.
This article summarizes the fundamentals of wet H2S-related damage mechanisms, offers some practical inspection guidance, and reviews a notable industry failure caused by different forms of wet H2S damage.

When preparing an article, a report, a presentation, or a paper, it is important to know who your audience is and to adjust your writing accordingly.

Inspectioneering and Pinnacle co-hosted the 7th bi-annual Meeting of the Minds with a select group of mechanical integrity experts from across the industry. The meeting focused on piping RBI and the challenges operators are facing implementing it.

Antea delivers highly flexible risk-based asset integrity software with 3D Digital Twin integration to optimize maintenance, reduce risk, and improve mechanical integrity for oil and gas, power generation, and chemical plants and facilities....
This article illustrates the value of digital radiography as an efficient tool to visualize corrosion and other small bore piping anomalies without disturbing insulation, as well as using PRT in conjunction with UTT to survey small diameter lines.

A risk management approach for relief valves should be able to determine the proper interval of maintenance events and the necessity of installing isolation valves, rupture discs, or 100% spare capacity.

Recent advances in UT technology now allow for inspection and continuous monitoring of sulfidic corrosion to be undertaken while the components are on-stream, at temperature, with high-resolution thickness data.

Remaining life assessments of complex assets, including fixed equipment, piping, rotary, and packaged sub-assets, have always been challenging for integrity engineers. Well stimulation service (WSS) units are complex in a similar way.

In order to thrive, companies need to maintain top-tier optimization and run equipment safely, reliably, and aggressively. Leveraging highly accurate thermography is one piece of the puzzle to help with these shifts.

The OmniScan™ X3 64 phased array and TFM flaw detector is equipped with enhanced phased capabilities and even faster TFM. The rugged and portable instrument features powerful 64-element probes with a 128-aperture TFM.

This article describes an owner-user’s evergreening process to maintain accurate data to support the mechanical integrity program and assist in planning inspections, turnarounds, repairs, replacements, and upgrades.
Asset owners can realize economic and HSE benefits from utilizing internal in-service robots for hazardous fluid tank inspection. Achieving high levels of coverage and collecting enormous amounts of quantitative data are possible for clean tanks.

Hydrogen-induced damage mechanisms have been studied endlessly, leading to changes in equipment design and development of new inspection practices. However, the highly localized nature and difficulty of detection of HTHA add additional complexities.

This case study of a CO2 absorber tower in a remote location investigates the use of a new type of wireless ultrasonic sensor for monitoring the thickness of equipment while on or offline.

A safety-focused mindset and awareness of the dangers associated with the process, environment, and associated tasks through planning and execution is essential for the safe completion of a single stud replacement campaign.

Ethos has assembled a team of experts who apply what they learned through years of process safety experience in the industry and dealing with OSHA and EPA. Click here to learn more about our services.
This article addresses some of the advantages and disadvantages of acoustic emission testing and discusses a few examples of its typical applications.
In this article, FFS assessment methods are summarized and practical guidance is offered for qualifying CUI damage on carbon and low-alloy steels.
This is the first article in a new column. In each article, the author will explore how different parts of organizations can partner to discover new efficiencies, improved equipment integrity, and opportunities to capture additional margin.

This article provides insights into the AIV damage mechanism, reviews approaches to calculate the probability of AIV failure in piping, provides design practices to prevent AIV failure, and introduces a RBI approach to evaluate risk of AIV failures.
As more are educated on the benefits of utilizing ropes and drones, skepticism has become far less common, and we’re sure to see adoption grow in the coming years of both of these methods—and, perhaps, of this new hybrid approach to work as well.

Whether you decide for a Computed Radiography scanner with flexible imaging plates or a flat panel detector with the fastest imaging, or even combine the advantages of both technologies, DÜRR NDT's innovative systems offer high reliability and...
FFS assessments usually originate from inspection results and often end with a recommended inspection plan. This FFS Forum tries to provide a little better understanding of one particular inspection method: Acoustic Emission Testing.
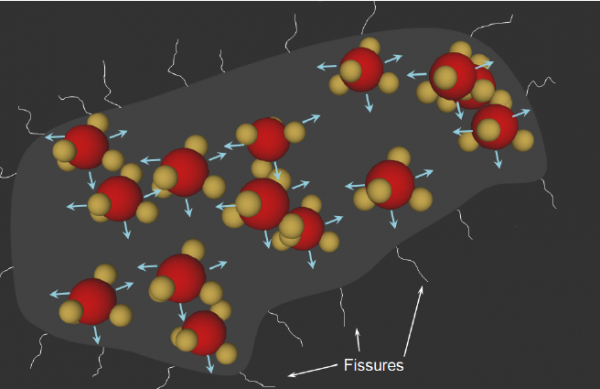
Corrosion under insulation is a form of external corrosion that is caused by trapped water on insulated surfaces. It is an industry problem affecting equipment in the oil and gas, petrochemical, specialty chemical, fertilizer, and related industries.
In this Reynolds Wrap Up, the author will summarize his key takeaways from a recent robotics event, including interesting applications, challenges that robotic inspection suppliers still face, pros and cons of robotic and UAV inspection, and more.

Have you ever wondered why, even though inspection reports are one of the primary keys to a good MI program, they are so rarely reviewed? One of the things I always find when reviewing a program is the lack of concise inspection history.

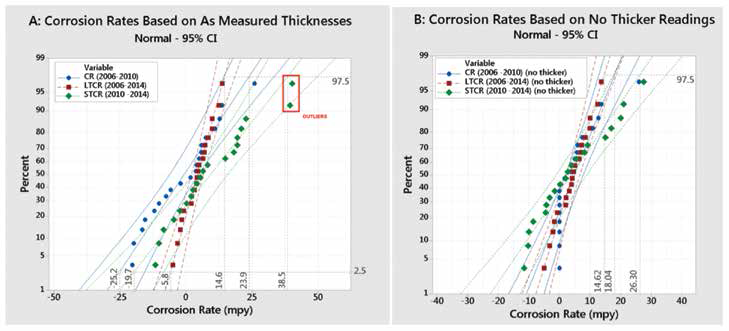
This retrospective takes a quick look at two of the most popular topics that were covered in Inspectioneering Journal last year: the accuracy of thickness readings and corrosion under insulation.

Traditional inspection methods used to detect internal corrosion and corrosion under insulation (CUI) in piping and pipeline assets can be time-consuming and costly. With ART, you’ll discover CUI detection best practices that can help save you up...

Even with significant work to establish standards and codes for FRP vessel design, failures still occur, some of which could have been prevented or mitigated by following a systematic external inspection program.
If I suddenly accepted the position of site manager at your operating site, one of the first things I would do is trot on down to the FEMI group and ask questions to assess what we need to be doing to avoid the potential for big FEMI events.

The purpose of baseline inspections is to provide cost savings upfront versus the cost incurred during operations. So, what are the possible heat exchange tubing defects or anomalies and how are they validated?
Thermal fatigue, a specific form of fatigue driven by varying metal temperature gradients and ensuing differential thermal expansion, is generally most effectively mitigated by reducing the severity of metal temperature gradients.

“Condition monitoring location (CML) optimization” is a frequently used term, particularly for piping circuits. Everyone wants their circuits to be “CML optimized,” but what does this truly mean?

With class-leading thermal performance, superior CUI defense, and complimentary engineering support, our aerogel insulation solutions are a top choice in helping facilities drive energy efficiency, improve safety, increase yields, and reduce downtime
When you are dealing with an inspection technique that is poorly understood and a company representative that is downright combative, you get a perfect storm that can quickly lead to that particular technique losing its credibility.

This article discusses the header specification, design, fabrication, and inspection processes to identify where opportunities were available to proactively address the vulnerabilities that resulted in the header rupture.
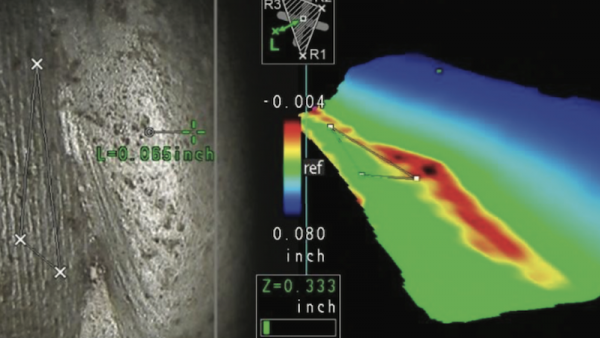
Advances in charge-coupled device size, optics manufacturing, and point-matching algorithms can all be combined to create a new super wide field stereo measurement system. With measurable areas as much as 4x greater, larger measurements can be taken.
This article presents a methodology for calculating and understanding how many qualified API inspectors you need to staff in order to improve fixed equipment mechanical integrity and reliability at your operating site.

This article discusses some of the common roles of the RBI team and provides a glimpse of an RBI program gap assessment, while offering helpful advice for improvement.

Oceaneering's splash zone inspection services will help you confidently detect flaws and accurately extend asset life with our comprehensive inspection and fitness-for-service maintenance plans.

This article reflects the first in a series on damage mechanisms that will appear in this recurring Inspectioneering column entitled “Damage Control.” The inaugural topic discussed in this column is thermal fatigue.
Inspectioneering and Pinnacle co-hosted their 6th bi-annual Meeting of the Minds roundtable discussion earlier this year. This meeting’s focus was on how Covid-19 and the decline in oil prices have affected MI programs across the industry.

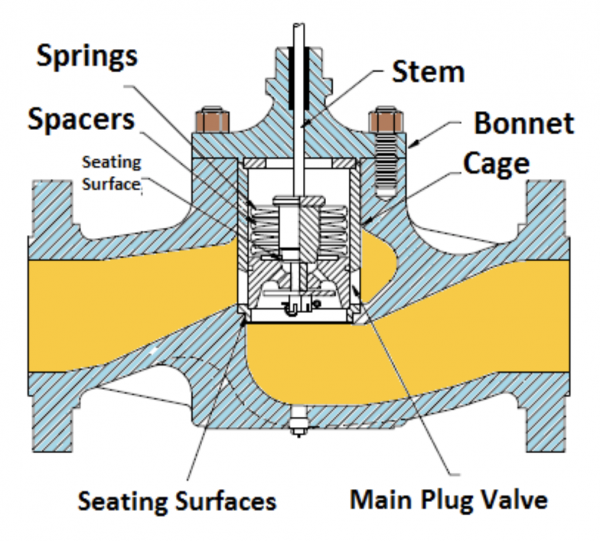
Ideally, all valves should work when needed; but the truth is that valves fail. This article discusses the common failure mechanisms that affect valves as well as what inspectors should look for during an inspection.

In the author's experience, one of the largest gaps in plants is a lack of understanding of what the entire fixed equipment mechanical integrity group does. This article will shed light on the many roles and responsibilities within these groups.

Trying too hard to bring attention to the myriad concerns of a robust equipment integrity program can end up backfiring on you. You don’t want to be the “inspector who cried wolf” with no one listening when you actually have a problem.

Contact us at buddy@dimate.de to learn how DIMATE PACS digitizes NDT methods (RT, UT, VT, ...) and how it leads to paperless inspections.

The authors have written a two-part series covering valves and their role in the overall MI process. In this first article, they discuss the various valve types, their common uses, and the governing standards and recommended practices that apply.

This article demonstrates how the use of TFM/FMC can be an effective method to screen for potential problem flanges before a planned shut down and can be a very useful tool in planning which flanges require further evaluation.

Inspectioneering had the opportunity to catch up with David Clark of Lloyd’s Register after his keynote presentation at the 2020 International Pressure Equipment Integrity Association (IPEIA) conference in Banff, Canada.
EPC projects are complex initiatives with multiple stakeholder interfaces that can be difficult to manage. This article sheds some light on how quality activities add value to a project and when in the value-chain should these activities be executed.

This article presents a comprehensive integrity management program for catalyst tubes, including elements on monitoring, inspection, data analysis, remaining life assessment, and control of human factors.

Companies have developed detailed programs for managing wide range of assets. However, unsustainability negatively impacts effectiveness of these programs. Reach out to us on how we can address sustainability through digital transformation.
This article reviews the effectiveness of AET for inspecting tank bottoms in two ways; namely, benchmarking regulations in different countries and comparing AET and MFLT results through a case study.
Universally, smart or intelligent pigging is now a standard practice for the inspection of fired heater and serpentine boiler coils. Understanding this technology can greatly assist with maintenance planning and the prevention of unexpected failures.

There are tools available that can achieve nearly 100% corrosion monitoring coverage. The use of robotics and ultrasonic inspection methods such as rapid ultrasonic gridding have shown to be highly effective in acquiring these data points.
This article describes the construction of corrosion-resistant fiber reinforced polymer (FRP), commonly used for pressure vessels and piping in the chemical processing industry, and the practices used for inspecting corrosion-resistant barriers.
COVID-19 is disrupting all industries including asset management. Here are 6 recommendations to help you align your asset management according to new requirements and turn the challenges into opportunities.

Lessen downtime by enhancing your plant infrastructure, ensuring mechanical integrity, and extending equipment lifespan. Contact us for on-demand engineering expertise in assessment, problem-solving, specialized testing, and preventative solutions.
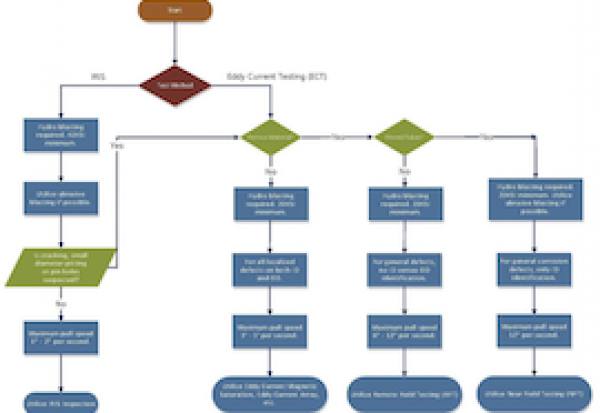
Decision trees can be used to help with decisions related to nearly any closed loop mechanical integrity or inspection workflow process. This article focuses on how decision trees can be applied to heat exchanger tubular inspection.

The health of piping and piping supports is critical to processing facilities, however there are very few facilities where a documented inspection program exists for spring supports. This article outlines some issues surrounding spring supports
The purpose of this article is to describe some of the pitfalls that operating sites have encountered while trying to implement a program of IOWs in accordance with the guidance in API RP 584, plus how to overcome those pitfalls.
The author will discuss the failure of a dissimilar joint while examining the root causes of the failure along with potential solutions and preventive actions that would not compromise the welding production rate.

The Journal was launched in 1995 with the core mission of helping the fixed equipment reliability community perform their jobs more effectively by arming them with information to better understand and apply available technologies and methodologies.

With the IMS Suite, you can calculate optimal intervention periods and lay out efficient maintenance strategies. Click here to learn more.
In a nutshell, Schwerpunkt means focusing your force in the area it will be the most effective. As a strategy, it means overall strategic intent has to be known and understood by everyone. All levels know their part in the plan.
This article helps shine light on some common industry problems that can occur by having inferior UT procedures and practices, while providing several lessons learned through a case study that resulted in nearly $1 million in turnaround repairs.
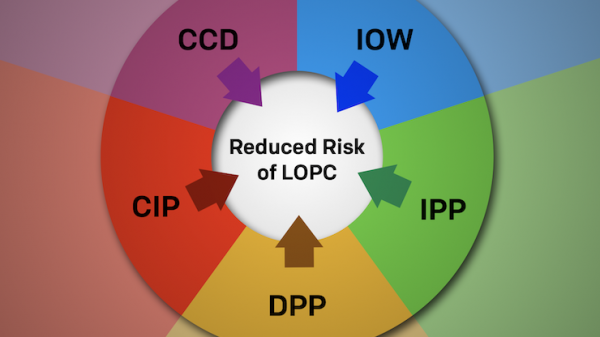
A refinery or process facility FEMI program consists of eight Pillars that are fundamental to achieve FEMI excellence. This article describes these Pillars in detail and suggests what distinguishes good Pillars from those that are less than adequate.
I once worked with a chief inspector who refused to hire anyone who had any National Board inspection certifications. “Why?”, you might ask. I had the same question, and his response was “Because anyone with National Board is gunning for my...

This article examines multiple trials that entailed testing robotic systems on different non-magnetic surfaces to identify the feasibility of detecting CUI using robotics in combination with NDE technology.

Learn how you can safeguard integrity, reliability, instrumentation safety, and more.

Today's operators are implementing a myriad of Mechanical Integrity and Reliability programs to realize greater results from their facilities. However, for each of these programs to be effective, they must be fueled by quality and up-to-date data.

I have been involved with risk-based inspection and risk-based work process development for much of my career. The one thing I have learned as I’ve walked this path is that the concept of ‘risk’ extends far beyond our industry.

Much like the equipment and piping they support, structures should be part of a comparable structural integrity (SI) program. This article will examine key components of a comprehensive SI program as an essential companion to an MI program.

This article discusses two common challenges for inspectors taking thickness readings in high temperature environments and ways to overcome those challenges.
This article presents seven considerations that should serve as a guideline for your next mechanical integrity or inspection software investment and help position you well as the Asset Performance Management software market continues to evolve.

Meet our team at booth #1652 where we will be showcasing DIMATE PACS and our latest AI advancements. Our cutting-edge software is designed to revolutionize the way energy companies conduct inspections, improve asset safety, and increase margins.
API RP 578 identifies 7 areas of consideration & general concern in material verification, mainly focusing on systems most susceptible to corrosion. Knowing which assets are at high-risk for degradation & what elements should be tested is critical...

A systematic approach is required when repairing hot-dip galvanized coatings on structural steel. This article presents a step-by-step process, starting from Surface Preparation, through Application, Inspection, and Completion-verification.
Critical things often get missed in facilities but are these things being owned and fixed? We get good at reactively solving problems as they appear, but are we proactively working towards examining and fixing the potential larger issues?
This article presents two cases studies demonstrating how properly conducting baseline fired heater tube inspection aids in early discovery and correction of defects, avoiding unexpected in-service failures, and more.
The author discusses a method being used in most of their refineries and petrochemical facilities that allows them to optimize the scope of NDT during turnarounds, while improving the reliability of bundles.

A damage mechanism review, or DMR, is a structured process performed by a qualified team to gain a better understanding of unit operations, corrosion loops, materials of construction, and potential damage types and locations.
There are inspection requirements in many construction disciplines, including electrical, welding, coating, and the list goes on, but not for mechanical insulation. The need for a certified mechanical insulation inspection program is long overdue.

Thickness readings are critical for today's inspectors to accurately judge the state of their equipment. Recent advancements in sensors, software, and data management tools have made this easier, safer, and more efficient than ever before.

Here is four-step process for developing effective and efficient piping management strategies that can help optimize costs, refocus resources, and reduce risk.

Here are 8 tips to help you overcome certain challenges encountered when taking thickness measurements at high temperatures.

Tank inspection to achieve regulatory compliance has often been viewed as just another expense. This article takes the opposite view by utilizing regulatory compliance as a means for enhancing overall efficiency, awareness, safety, and profitability.
This case study is intended to demonstrate how a Qualitative Risk Assessment can be a cost-effective and resource-efficient means to prioritize equipment which is often “under the radar”.

Major maintenance events require proper planning, scheduling, and execution to achieve a successful outcome. An outage assessment process can deliver an effort that is safe, on budget, on schedule, and ensures long term plant equipment reliability.

This article is written to provide a brief case study of an acoustic emission test of an FRP storage tank. A method combining acoustic emission with ultrasonics is proposed to ensure reliable long term operation.

Tanks are ubiquitous and essential in industrial societies. When they fail, the consequences can be dire if products/volumes they store are explosive and/or toxic.
Just because you have a technical expert does not mean they will be an expert at managing people. Like any skill set, it takes training, time, and mentoring to become a good personnel manager.

High angle rope inspection can provide immediate inspection and minor repair opportunities, but it’s valuable for long-term planning as well.

In this latest guest blog, our friends at Olympus America share some of their most frequently fielded questions regarding X-Ray Flourescence (XRF) and some considerations for using XRF for Positive Material Identification (PMI).

Inspectioneering and PinnacleART recently hosted a roundtable discussion for a select group of mechanical integrity experts to discuss strategies for managing corrosion under insulation and corrosion under pipe supports, a.k.a. touch point corrosion.

This article discusses how drone data can impact asset integrity management (AIM) programs, the challenges associated with drone data management, and where the technology is heading.

While planning methods for thickness data acquisition in any Inspection Data Management Program, PRT should be considered as a cost-efficient, effective way to increase the value of your program for small bore piping or any other suitable situation.

This article details an experience assessing the mechanical integrity of a feed pressure vessel, and describes the methodology carried out for detecting CUI and how results were managed for this pressure vessel.
This is the first article in a new column. In each article, the author will share technical, thought-provoking, and sometimes humorous or emotional experiences garnered in a career that spans over 20 years inside the gates of facilities.

Corporations now have the flexibility to choose RBI software from vendors offering a variety of tools and features to keep track of calculations, records, and data. This infographic shows 11 things you should consider when selecting an RBI software.

Over the last six months, Inspectioneering has released a plethora of interesting and educational content that has been read more than 150,000 times online. In case you missed it, here's a recap.

The quality of the thousands of factory and field welds present in pressure part modules is critical for assuring reliable operation over the life of a plant. Companies should be doing more than paying lip service to quality. Don't just tick a box.

In order to utilize data most effectively and realize the full power of AE testing, it is necessary to bring the capabilities of laboratory testing tools to industrial sites.

Creating a proper work scope and developing and executing an effective work plan are essential for a successful turnaround. However, behind the scenes exists the glue that pulls the entire effort together: logistics.

This article provides a summary of the 2019 API Inspection & MI Summit keynote address, which offers a past, present, and future outlook on fixed equipment mechanical integrity from an industry professional with 50+ years of experience.

The use of drones for confined space inspection is proving to reduce safety risks and create efficiencies in both time and cost. These benefits have been realized particularly in the oil, gas and petrochemical industry in internal tank inspection.

An effective RBI system implementation results in, not only safeguarding your assets & people, but can also reduce unnecessary inspection activities that may be required due to conventional & nonsystematic approaches.
The 2019 API Inspection and Mechanical Integrity Summit will be kicking off later this month in Galveston, TX. This four-day event will begin with 14 high level training courses offered Monday, January 28th, and then a top notch conference and...

This article describes how an international oil and gas company built an inspection data management program for its U.S. operations yielding improved confidence in decision-making information, cost savings through increased efficiency, and an...
This article walks you through a three-step approach, while providing different scenarios, for identifying and proving the value of reliability improvement initiatives.
In this edition of the FFS Forum, Greg addresses some issues associated with inspection of vessels that have been in service for a number of decades, and offers some tips for reliability and inspection to follow when inspecting these older vessels.

The challenge to find CUI is difficult and one single NDE technique cannot be used to identify it. This remains the case today as we combine NDE techniques to perform CUI assessments. The techniques and strategies commonly used today are summarized...
This article discusses the advances in NDE that have given owners increased confidence on how to assess equipment integrity in HTHA service providing risk prioritization of equipment as well as providing the ability to make more reliable...
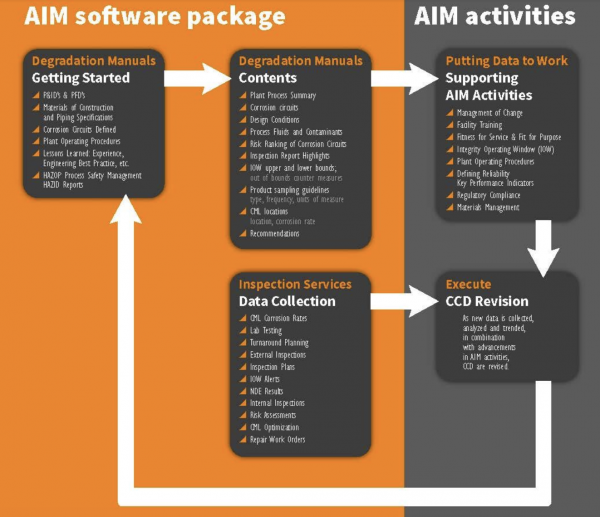
Whether implementing a comprehensive AIM strategy for the first time or looking for ways to create overlap between AIM activities and documents that historically have acted as information silos, consider utilizing CCDs. They serve as a useful...

The best approach for better inspection confidence and long term asset integrity is to conduct baseline inspections upon receipt of an asset. Baseline inspection can save millions by providing accurate baseline information for later comparisons and...

The most valuable unit of measure within a turnaround is not money, but time. Successful turnaround planners are now integrating the Detailed Inspection Planner (DIP) within their teams to increase the accuracy of planning and reduce the time...

In the fifth and final blog of this 5-part series, readers will learn the key obstacles faced in an implementation project and what measures can be taken to help prevent and mitigate their impact.

In this article, the author discusses how standardizing IDMS usage can help integrity teams perform more efficiently and effectively.

Nondestructive testing (NDT) careers are on the rise in today’s economy. These fields are constantly advancing, and there is an ever-growing need for technicians, quality assurance specialists and inspectors as infrastructure in the United States...

Studying for and passing a test does not necessarily equate to competence as a process or contract inspector for hire. This article explores what it takes to become a capable inspector in this ever-changing industry.
API 579-1 is a complex document covering several different types of equipment that may contain flaws or damage. Due to its complexity, this article condenses it into six things you need to know.
Whether you are implementing an inspection strategy based on RBI or traditional methods, work should be completed according to a well-defined plan. What are you doing to assure that work is executed as prescribed and that results are reported and...

As mentorship programs continue to fade across the oil & gas, chemical, petrochemical, and other process industries, this article discusses a few of the main causes as well as the importance for stopping this trend.

The benefits and advantages of drone inspection over other methods have made this technology a viable solution in industry. As utilization of drone technology continues to grow and expand, it’s important to not only understand what they can do but...

Software implementation, including RBI, comes with a lot of ad-hoc challenges and pitfalls. There are numerous options for RBI software currently available, and they may differ by design, purpose, function, scope and capabilities. This article...

There are cases where selecting the best IDMS application for the company means that the end users will not immediately obtain all desired functionality. In some instances, users must forgo desirable features to satisfy more valuable requirements of...
With no industry consensus documents in existence that provide guidance for determining FFS of FRP, this article provides a case study that illustrates how an existing European design standard on GRP tanks can be used to calculate expected changes...
According to API 570, facilities must have a mechanical integrity program in place for critical check valves. But what criteria determines whether or not a check valve is critical in your process? How should check valves be inspected and by whom?

This article presents a case study from a Middle Eastern refinery that explores a heat exchanger that failed unexpectedly after five years in service. There are multiple initiators that can cause under deposit corrosion (UDC) in heat exchangers in...
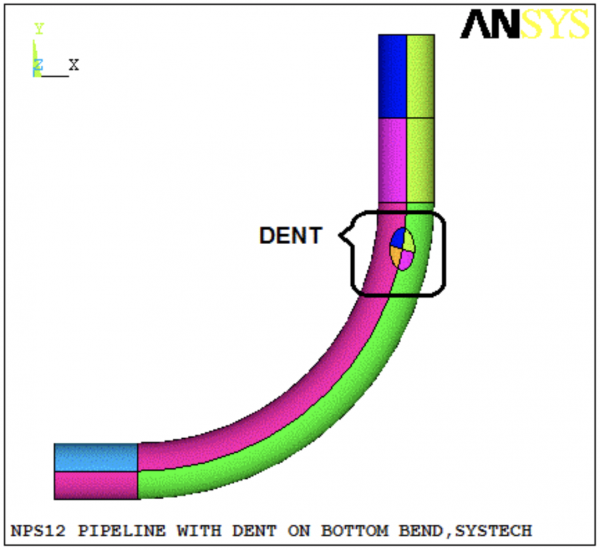
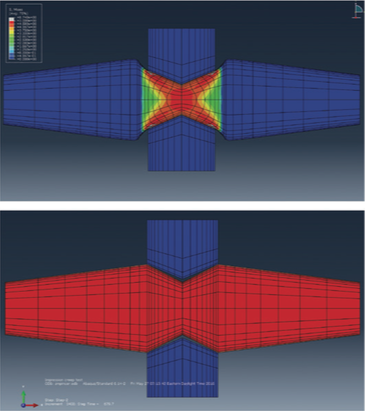
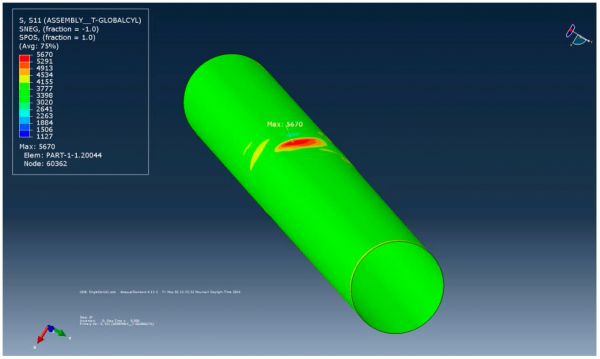
This article details the experience an oil company had when using FEA to evaluate the implications of a damaged pipeline. Specifically, it presents an efficient method that combines analytical techniques with FEA to determine the pipeline’s...

As assets age and production demands grow, it becomes increasingly critical to implement sustainable long-term AIM strategies and programs. This article dives into the elements that will help ensure the successful management of assets throughout...
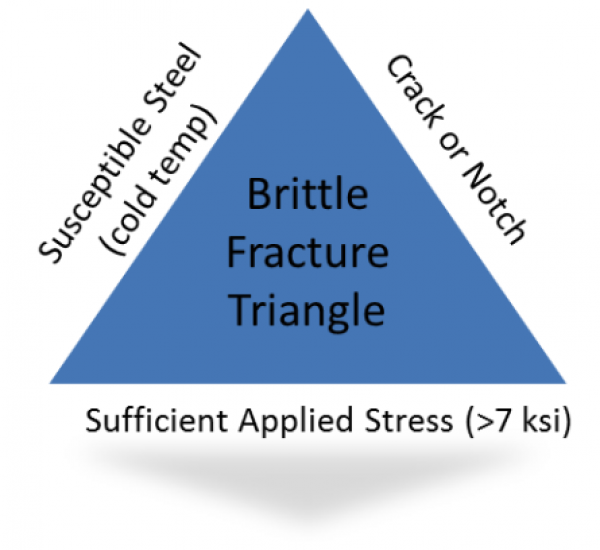
There is concern in the industry over recent findings of reduced toughness fittings and flanges at risk of brittle fracture. This article provides an overview; possible contributors; measures taken to address; and a proposed FFS approach to address...
This article intends to use a top-down approach of describing RBI methodology and how it fits in a facility management system. The main idea of this article is to provide a comprehensive picture of RBI methodology in terms of basics, technology...
HTHA of hydrogen-containing equipment can be prevented with appropriate material selection and fabrication, appropriate welding procedures, regular inspection of equipment using proven, effective technologies and equipment operated by qualified...

In the industry today, there are numerous applications being used to manage asset integrity information, i.e. data and records associated with design, construction, corrosion, inspection, process chemistry, and degradation remediation. In the second...
This article demonstrates how the use of APM software can help prevent unplanned downtime by quickly identifying potential hidden failures.

This article features a case study on the feasibility of a wall-sticking drone for effectively conducting ultrasonic testing and other NDT methods on equipment at elevated heights.

This article demonstrates the process of converting API RP 576, Inspection of Pressure-Relieving Devices, into a work process that is suitable for conversion into a job procedure. It also explores some lessons learned that will make the document...
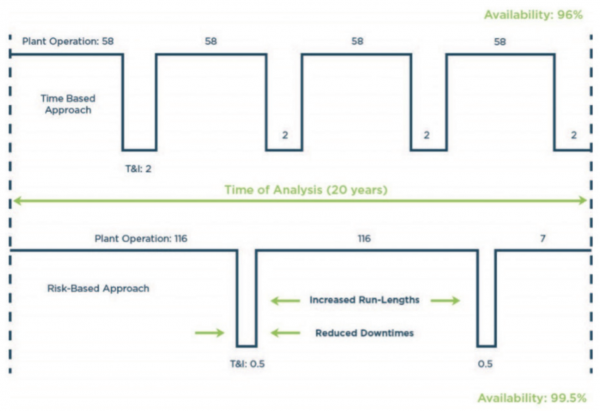
As RBI continues to proliferate across industry, there are still those that are reluctant to transition from a time-based to risk-based inspection approach - especially in the upstream oil & gas business. These 4 benefits might help to lessen the...

This article is designed to help the reader better communicate their FEMI Mission, Vision, Core Values and Responsibilities to all stakeholders at their site.
Implementing RBI for process piping can be a very tedious and lengthy exercise, especially for major process plants with thousands of feet of interconnected piping. This article shares the experience of ADNOC LNG following a structured RBI approach...

Last November, Inspectioneering and PinnacleART hosted a roundtable discussion for a select group of leading mechanical integrity experts. This forum explored how the MI field will have to prepare for the impending loss of knowledge resulting from...

In the industry today, there are numerous applications being used to manage asset integrity information, i.e. data and records associated with design, construction, corrosion, inspection, process chemistry, and degradation remediation. As the first...

Inspection data is vulnerable to flaws in collection and retention. For example, data might be inaccurate, duplicate, or incomplete due to procedural breakdowns. This article introduces Digital Data Management Systems (DDMS) as a response to these...

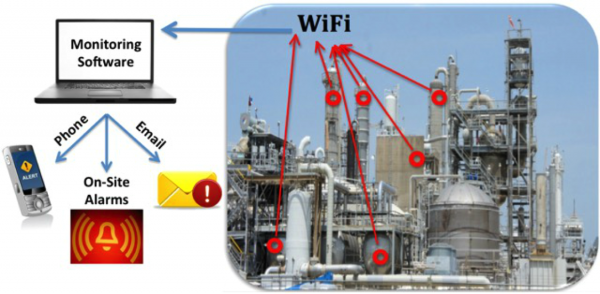
Over the past few years, network technologies have been developed to eliminate the need for long cables for UT thickness monitoring. Coupled with a software back-end, permanently-installed UT sensors have become much more competitive in the...
In 2017, a joint-initiative from API and AFPM released a helpful brochure that summarizes all the key API standards that deal with fixed equipment mechanical integrity. It describes the latest edition of 42 API standards addressing FEMI issues,...
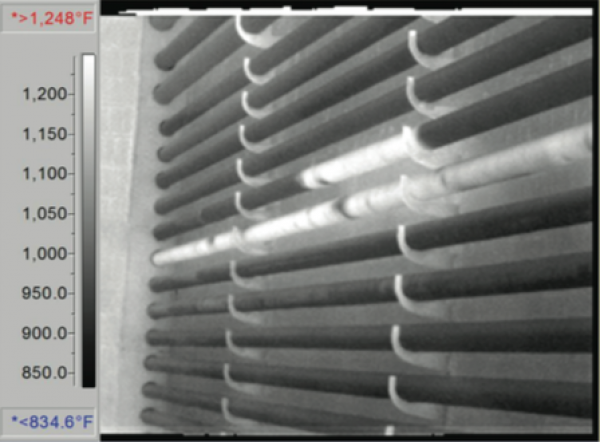
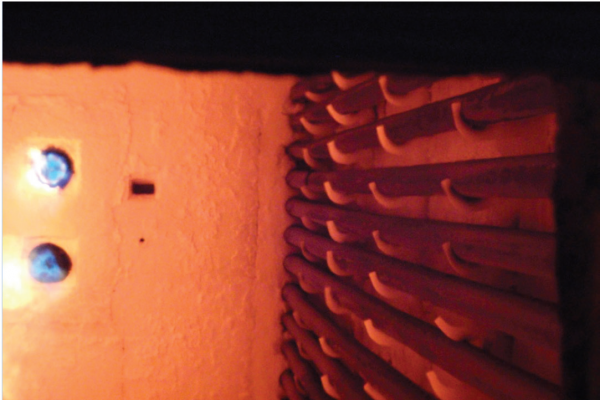
Infrared (IR) thermometry has been used for over forty years to monitor tube metal temperatures in refining and chemical furnaces. Recently, IR thermometry has been criticized in the industry for delivering inaccurate readings; however, this is...
This article explains the Statistically Active Corrosion Assessment, which is a tool for determining appropriate and realistic corrosion growth rates which can assist pipeline operators in optimizing the value of in-line inspection data.
Thanks to the development of documents such as API RP 571 and API RP 586, as well as the emergence of qualification demonstration testing, we can align NDT techniques and inspection strategies better than ever. This article examines this progression...

This article, part two in a series, provides a case study of an inspection and evaluation of a Fiberglass Reinforced Polymer (FRP) column using nondestructive ultrasound readings on the outer surface of the FRP.

APM implementation is anything but a pain-free process. Blame tends to fall on vendors, but there are oftentimes activities that do not get completed that tend to have a larger effect on the success of implementation. This article addresses some of...

Industry SME John Reynolds provides his bi-annual updates from the API Standards Meeting and discusses developments related to the 2019 API Inspection Summit, SCIMI codes, standards, and recommended practices, and the API Individual Certification...

Although commonly lumped together as a singular acronym, there are important distinctions between Quality Assurance (QA) and Quality Control (QC). This article defines and distinguishes the role of QA and, in particular, how source inspection...

Fired heaters are among the most critical equipment in refineries and chemical plants. This article provides an overview of what a fired heater tube mechanical integrity program should include.
Due to its high-cost, Level 3 FFS is typically carried out after Levels 1 or 2 and only in extreme cases. However, advancements in inspection technology and improved use of inspection data have made Level 3 analysis more practical and affordable,...

Although value-drivers often differ between facilities, all can agree that effective asset management strategies should lead to better decision making. In this case study, the authors detail how process-based risk management strategies can make for...
The challenges companies face when implementing an RBI program from scratch can make the practice seem daunting. To ensure that implementation is completed smoothly and the benefits of RBI are quickly realized, there are considerations that should...

3 common repair scenarios include routine maintenance, scope repairs, and major discoveries. An inspector’s ability to properly manage each situation can mean the difference between mechanical integrity success and failure.

Failure analysis of piping that has experienced corrosion damage provides operators with valuable information needed to prevent future failures. Effective processes and procedures are essential when investigating the cause of corrosion on pipelines..
Composite technology developed for pipeline repair can be a cost-effective method of improving safety while keeping maintenance costs down. However, composite materials present significant challenges to conventional NDT methods.

Are your key performance indicators actually driving improvement? Could they be more effective? In this actionable and concise article, John Reynolds is back again to discuss some KPIs you could be using to monitor your progress down the path to...

The availability of high quality UT data is often the cornerstone for FFS and RBI decisions. As such, the API Subcomittee for Inspection and Integrity Management (SCIIM) has initiated a program for the Qualification of Ultrasonic crack Sizing...
Effective condition monitoring location selection is a key component of a best-in-class mechanical integrity program. Learn how moving beyond traditional qualitative approaches to optimized CML selection can reduce risk and maximize the value of...

35 years ago, an inspection supervisor, some inspectors, and a project engineer could cover an entire refinery. So why are so many more mechanical integrity resources needed today?

Are you giving CUF the attention it deserves? Learn the vital role fireproofing plays in maintaining the integrity and reliability of what it protects as well as what's needed for managing potential CUF issues.

The Valve World Americas Conference provides an opportunity for people from all sides of the flow control industry to come together to discuss experiences, share insights and work together to resolve common challenges. Sharing knowledge and...

Myths, challenges, and good practices related to process piping integrity management activities that help inspection and maintenance managers make the right decisions to develop cost-effective piping inspection plans without compromising the...
Inspectioneering Founder & Chief Editor, Greg Alvarado, recently had the privilege to sit down with Clay White, Director of Mechanical Integrity for Phillips 66 (Downstream), to discuss the world of fixed equipment reliability in the refining and...
Integrity Operating Windows (IOWs) have a subset of operating variables that are important for degradation monitoring, but may not have direct operational controls. Per API RP 584 Integrity Operating Windows, these are known as IOW Informational...

Flare systems provide hydrocarbon facilities with safe and efficient discharge of relief and waste gases by controlled open flame burning. This article provides information on the selection, inspection, and maintenance of various types of flares.
Application of drones in industrial inspections is not new, although it is still performed by only handful of companies. Market penetration of this technology in the industrial space has been relatively slow.

Inspectioneering recently had the opportunity to sit down and chat with Cary Forgeron and Samuel Fisher about the importance of oil analysis to effectively managing the reliability of rotating equipment used in the the O&G and other processing...

This article summarizes a comprehensive survey conducted by the Research & Development Center (R&DC) of Saudi Aramco to understand top corrosion damage mechanisms experienced by its operating onshore surface facilities.

In this article, the roles and responsibilities of the corrosion and materials SME will be outlined as I see them, fully recognizing that there is probably no one person out there with all the knowledge and skills suggested herein.
Historically, if asked when or how likely an austenitic series stainless steel component is to crack, the usual answer was “very” or “maybe” or, later, “I didn’t see that coming.” With API’s new risk assessment methodology, the...

Evaluating remaining wall thickness of an asset is not enough to ensure its continued safe operation. Proactive strategies should be implemented to assess the entire environment affecting an asset’s condition, including the development of more...

Some facilities lead the industry with streamlined RBI/IOW programs, and some facilities are just implementing standard calendar-based programs. Both are still susceptible to inspection interval gaps.
As the industry strives to maintain PSM/OSHA compliance through owner/user mechanical integrity programs, inspection professionals should fully understand technical standards to generate an adequate repair recommendation or request further...

This article describes a high-level dead leg integrity management program overview and is based on experience, knowledge, and adaptation of inspection management philosophies currently being implemented within the Oil & Gas and the petrochemical...

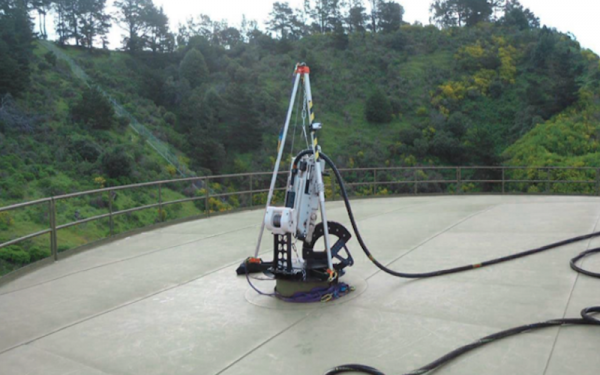
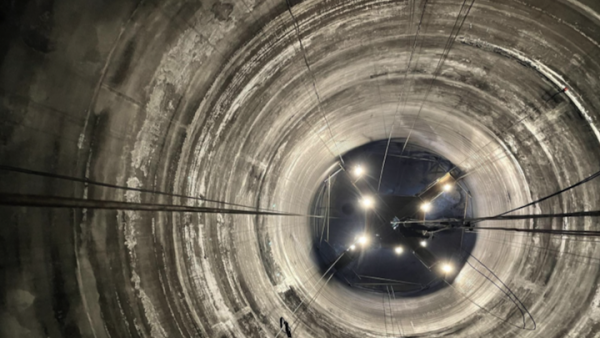
In the first quarter of 2016, Texas-based DronePro LLC completed the first ever inside-the-derrick inspection of an offshore drilling rig utilizing a proprietary unmanned aircraft system (UAS), or drone, with its associated technology and equipment.
Human factors, inspection effectiveness, and RBI all play an important role in running an effective asset management program. This article discusses how each is applicable to inspecting equipment in processing facilities.
This article will go through the methodology of each process that could be used in determining the structural component for the required pipe wall thickness, but will focus on the use of Beam Flexural Stress calculations and Beam Deflection...
This article exhibits how modern inspection methodologies combined with innovative computational analysis practices demonstrate the value of conducting fitness-for-service (FFS) assessments on sectional piping.
The concept of reducing Condition Monitoring Locations (CMLs) is misguided, and the number and location of CMLs should be OPTIMIZED, not systematically reduced. CML allocation in piping requires a good process, otherwise, you can run into a lot of...
Detecting, quantifying, and sizing indications characterized as a “crack" in critical equipment have long been the global benchmark of asset integrity programs. Therefore, the increased precision that inspection programs obtain using advanced...
Risk-based inspection (RBI) programs and processes are front and center, both as a challenge to get it right, and as an integral tool and process to help us achieve success in risk management and equipment reliability. It has to be implemented,...
Did you ever wonder where you fit into the entire hierarchy of a fixed equipment asset integrity management (FE-AIM) program? Or who is responsible and accountable for what aspects of FE-AIM at your site? All the way from top management down to...

Although all ultrasonic smart pigging providers claim the ability to detect wall thinning and tube deformations to some degree, the inspection surface coverage, resolution, minimum wall thickness detection and reporting capabilities may vary...
I hope by now, everyone is aware that the next API Inspection Summit will be held again at the Galveston Convention Center from January 31– February 2, 2017.
ASNT’s 2016 Annual Conference took place this week in Long Beach, CA and was a special event celebrating “75 years of Success in Creating a Safer World.” The event brought together over 2,000 technicians, researchers, and other professionals...
Seasoned and knowledgeable inspectors are becoming harder and harder to keep. But using some of the industry documents in a smart way, inspectors with less experience can perform like an inspector with many more years of experience and even develop...
Many plants inspect PRDs on preset intervals as recommended by inspection code API 510, and implement inspection practices such as API RP 576. Just seeking PRD compliance with codes and standards usually results in mediocre mechanical integrity and...
The structural integrity of components is controlled by material properties, the presence of flaws, and levels of applied stress. Several factors such as temperature, type of loading, toughness, corrosion resistance, micro-structural stability, cost...

Anyone who knows me knows that Risk Based Inspection (RBI) and Risk Management are true passions of mine. I have dedicated much of my career to studying them, understanding their intricacies, and witnessing the benefits of their successful...
Here are five common misconceptions about RBI that should not prevent you from gaining a more advanced understanding of the true state of your site's equipment. After all, the more we know, the better we can manage equipment integrity and make...

In the last few years, electromagnetic acoustic transducer (EMAT) has come to prominence for its ability to quickly scan exposed pipelines for corrosion, cracks, and other defects using medium-range guided waves and without the requirement for...
Aging equipment, along with more aggressive service, makes it more important than ever to carry out fitness-for-service (FFS) assessments in support of run/repair/replace decisions. Testing material in the service-degraded condition enables...
RBI and NII are designed to achieve significant cost savings and risk mitigation benefits over a piece of equipment’s lifetime in the long term.

We have seen many different inspection recommendation management systems. Most of them struggle to effectively manage all inspection recommendations. However, a few of them are excellent. What makes an effective system?
Achieving fired heater reliability in conjunction with meeting performance standards can be a challenging feat. Performance is a measure of the degree to which the fired heater is in an operable condition at any given time.
It is estimated that there have been more than 250,000 layoffs in the oil and gas industry since the price of oil began to drop precipitously in late 2014. With oil not expected to rebound significantly for at least the next year or so, we should be...

This article highlights the evolution of corrosion monitoring from conventional ultrasonic to ultrasonic phased array manual and automated solutions and their use for both general purposes and complex applications.

While there are many methods for measuring equipment wall thickness, a predominant method used in the O&G and power generation industries is portable ultrasonic equipment. Ultrasonic testing is non-intrusive because it is applied to the outside of a...
Updated editions of both API 570 and API RP 580 were recently released by the American Petroleum Institute.

You probably already know that inspection apps for tablets and smart phones exist, and have notions of how these technologies can improve efficiencies in the field and beyond.
When heading down the path of becoming an inspection professional, it’s helpful to understand the characteristics that truly make someone an outstanding inspector.
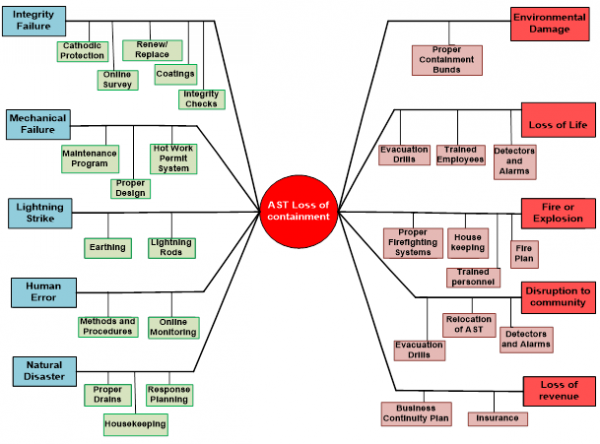
In Part 1 of this 2-part series, published in the July/August 2015 issue of Inspectioneering Journal, I discussed corrosion control methods and some effective techniques for inspecting ASTs, and also identified several root causes of AST failures in...
Pipeline management remains fraught with safety risks for operators and the environment. Last year, the Ontario Energy Board determined that a $12 billion oil pipeline proposed by TransCanada Corp. would pose more risks than rewards for the province.

Fixed equipment in a refinery can be susceptible to corrosion from the process side, necessitating an inspection strategy to understand the condition of that equipment. Online measurement of pipe and pressure vessel wall thickness is made possible...
This article provides a summary of the Subcommittee on Inspection (SCI) discussions that occurred at the Fall 2015 API Refining Standards Meeting, including the Inspection Summit Planning Committee and the API ICP Task Group.
We at Inspectioneering would like to take this opportunity to thank all of our subscribers, followers, clients, and industry partners for a great 2015, and wish every member of the Inspectioneering community a happy and healthy 2016!
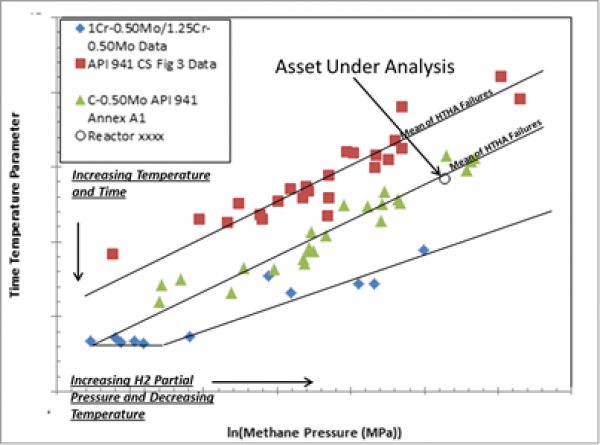
To ensure the mechanical integrity and fitness-for-service (FFS) of equipment, facility managers, reliability engineers, and inspection technicians must understand the HTHA damage mechanism.
It is often best to rely on properly trained and experienced inspection service providers to determine the proper method for any inspection project. Thus, inspection companies can suggest utilizing the most effective and efficient inspection...

While they is very efficient and popular, liquid couplants used for ultrasonic inspection have some inherent limitations and disadvantages. An alternative method to using liquid couplant is Dry-Coupled Ultrasonic Testing (DCUT).
Once upon a time in the land of Ooze, there were two processing plants that boiled oil to make fuels and various other valuable petrochemical products. On one side of the river, rests a site called Perfecto Process Plant, while just across the river...

The following article on the art and science of cooling tower inspections is part one in a series. This first is a primer. We recommend that readers consider using this article to edit their engineering practices for cooling tower inspection...
In the previous articles, we have put all the Pre-Turnaround and actual Turnaround activities in place to get the job safely done. Now we need to find the API Inspectors and have them approved by the client as quickly as possible. I have indicated...
A meeting of the API Pipeline In-Line Inspection Standards Group was held in Houston, Texas on October 17, 2002. The following is an excerpt from the Draft Scope of the Standard in the working dated, May 13, 2002.
This article addresses a debate mechanical integrity professionals in the O&G and Chemical Processing industries periodically have about how thickness data gathered during a thickness monitoring inspection (TMI) should be recorded.
This article is intended to provide some helpful insights when it comes to Unmanned Aerial Systems (UASs), and to hopefully put you on the path to safer and more cost-effective inspections utilizing UAS technologies.
The Quality Assurance Engineer (QAE) provides a safety net for mission-critical hardware. The variety and complexity of hardware, and the many dimensions of the QA inspection process, combine in such a manner that even the most experienced QAE may...
While computed tomography (CT) scans are common and well-known as a critical evaluation tool in the medical field, they are becoming increasingly important in industrial settings. Recent automation, speed, and accuracy developments are driving the...
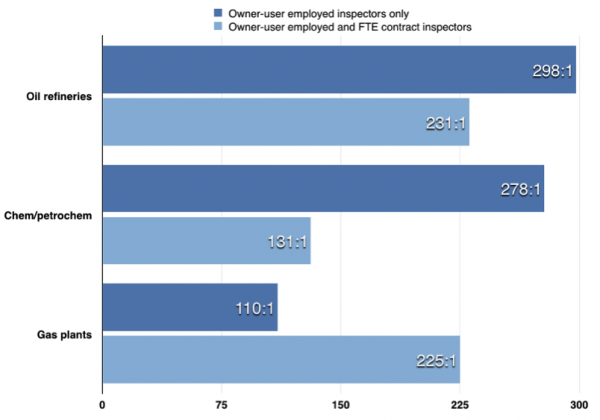
Toward the end of last year, Inspectioneering conducted a survey with the goal of answering the following question: "How many pressure vessels do facilities have compared to the number of inspectors responsible for them?" The answer to this question...

Refinery, petrochemical, and storage tank operators are responsible for properly cleaning facility tanks on a periodic maintenance basis, typically in 20 to 30 year increments. This article provides a suggested “checklist” of inspection...

Rarely is there a new and unknown cause of a major Fixed Equipment Mechanical Integrity (FEMI) failure in the petrochemical and refining industry. This article briefly summarizes five major fixed equipment mechanical integrity (FEMI) failures from...
Aboveground Storage Tanks (AST) are essential to any successful oil and gas operation and must be properly managed to ensure operations function in a safe and reliable manner. In this 2-part series, I will identify some common failures related to...
This article introduces portions of a “Best-In-Class” Fitness-for-Service (FFS) program that includes the performance of regular visual inspections of pipe supports and hangers, coupled with in-situ load testing of suspect supports. This...

Some hiring practices for new employees have been too lax for too long in the pipeline industry. Pipeline inspectors who have ever worked beside someone who was hired via the familiar “friends and family program,” recognize the need for more...

Assessing risk is an integral part of working at a refinery. Infrastructure supporting the miles of piping, process vessels, and the platforms and ladders used in daily unit operations are often taken for granted. The Civil Structures Management...
For traditional in-line inspection (ILI) vendors, considering 21.4 miles of a piggable 4” diesel pipeline is typically not a big deal. However, significant threats like 3rd party damage and external corrosion seem to come with the territory in...
While performing visual inspections with a pen and notepad is the traditional way to record data, there are now more efficient ways to complete inspections out in the field. Investing in a mobile inspection application can be a great way to save...

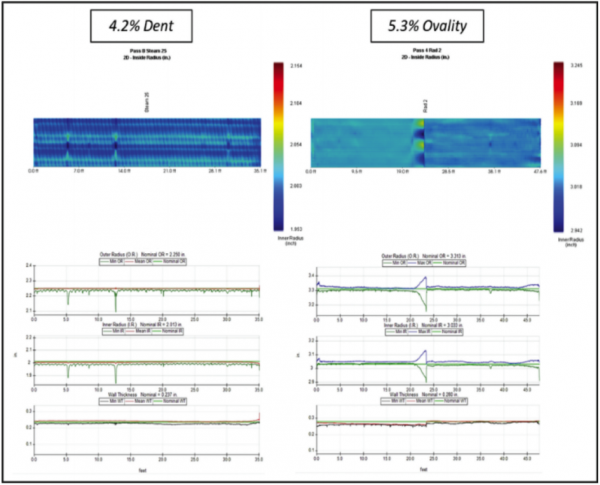
Historically, regulations regarding dent severity have been governed by one of two metrics: dent depth or strain. In the case of the former, plain dents with a depth up to 6% of the nominal diameter are permitted in both gas and liquid pipelines....
In recent years, the growing use of composite repair systems for the rehabilitation of piping systems in the refining and chemical industries has increased the need for associated technologies for their manufacturing, installation, and inspection....
Verifying pipeline integrity is particularly challenging due to the difficulty of pipeline access, as well as the limitations in available technology to perform subsea wall thickness inspections. These challenges require action rather than reaction.
There should be a policy in place and enforced by management at each operating site of not allowing equipment and repair recommendations to become overdue for inspection and handling. Such a practice goes a long way toward increasing the credibility...

Today, many managers are finding that they can address the reliability of all types of assets by combining RBI and Reliability Centered Maintenance (RCM) processes together into one comprehensive reliability management process.

Rope access allows for a wide variety of work to be performed at high elevations or other hard to reach areas without the use of scaffolding or heavy equipment. It has evolved from techniques used in rock climbing and caving to become an extremely...
Refractory materials have significantly evolved during the past 15 years, testing technology is much more sophisticated, and the need for test technicians to be properly trained and experienced to use that technology is much more important than it...
The tubes of heat exchangers (HX), whether for a shell and tube bundle or an airfin, are typically subject to some form of nondestructive examination (NDE) to try and quantify the remaining wall thicknesses and corrosion rates to help a plant to...
With the advancements in today’s technology and improvements to Enterprise Asset Management (EAM) systems and Computerized Maintenance Management Systems (CMMS), if we deploy them properly and in line with best practices, it is possible to reach...
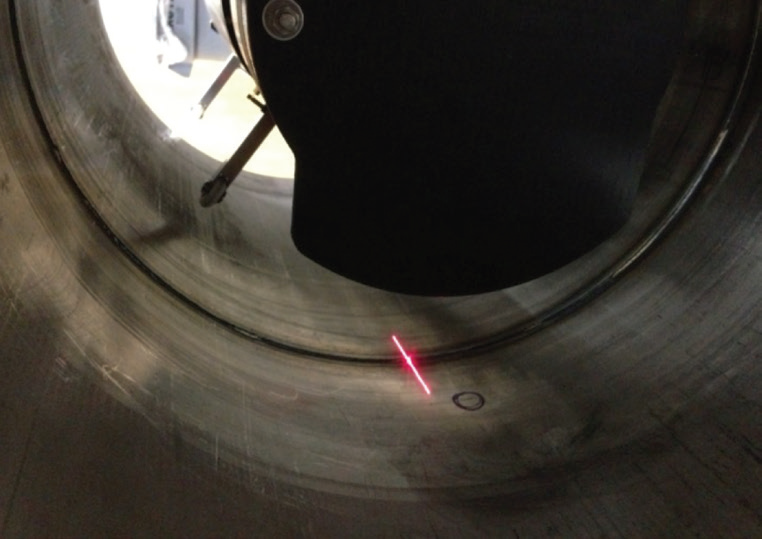
Weld inspection using lasers is not new, but doing it 75 meters inside a pipe or streaming inspection data wirelessly is new. As laser technology has improved, more industries such as oil & gas are beginning to require laser inspection as part of...

The ability to gain this unique perspective has recently become easier and safer with today’s technological advancements. This new technology comes in the form of a miniature flying machine, better known as a drone or small Unmanned Aerial System...
We talk about heat exchangers quite a bit here on Inspectioneering, most recently in the January/February issue of the Journal. This is because heat exchangers are vital pieces of equipment in nearly every type of plant or facility.
An issue that arises frequently in the oil and gas industry is poor or missing documentation of pressure vessels. It is common in the industry to repurpose old equipment, bring equipment back into operation after a long period of time out of...
This article provides a discussion of a recent inspection performed at a U.S. refinery. Industry HF lines are experiencing piping failures in increasing numbers due to the presence of residual elements entrained within their carbon steel components.

Lately, I’ve heard quite a bit of discussion surrounding unmanned aerial vehicles (UAV), also known as unmanned aerial systems (UAS) or drones. (However, due to the negative connotations associated with the word drone, we’ve learned that people...
The future of inspection will be based on predictive and proactive technologies that effectively monitor material properties of structures and systems over their entire service life.
Dual mode pulse reflectometry shows promising results in detecting a wide range of defect types and sizes in heat exchanger mock-ups.
One of the major challenges inspectors and plant operators face after each turnaround is to ensure that all repair and scope work is and was completed in accordance with the client’s requirements. Sometimes that verification will be to ensure work...
Today, more than ever, refinery operators are focused on maintaining safe operations for their employees and extending the life cycle of valuable operating equipment to optimize efficiencies and avoid expensive unforeseen shutdowns. When process...

The introduction of PAUT is a challenging effort initially, but can have a very positive impact on your first TAR and become a routine inspection for future TARs. When fully implemented, radiation safety boundaries can be reduced significantly or...
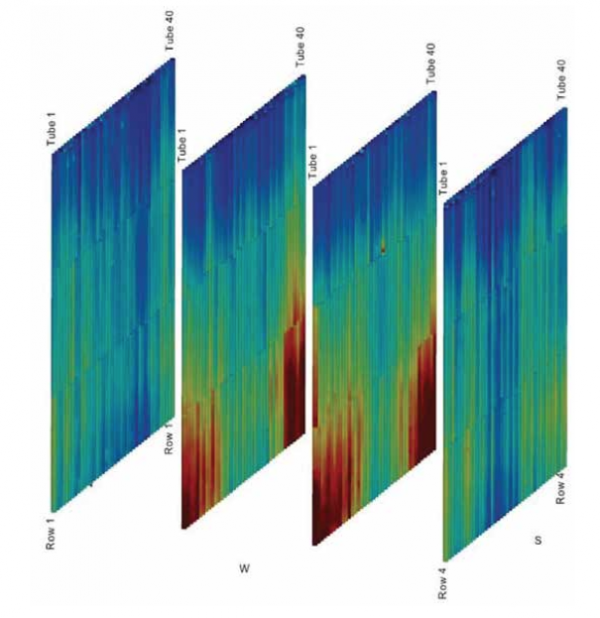
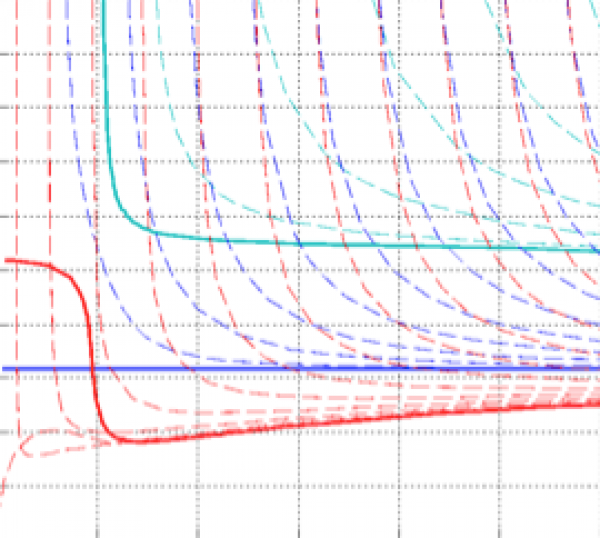
Steam reformers are critical assets for the successful operation of hydrogen, ammonia, and methanol plants. The steam reformer is also one of the most expensive assets in these facilities. Catalyst tubes inside the reformer are one of the most...

The role of an API inspector is rapidly changing. Necessary skills for success have transformed as technology, standardization, and regulations have become part of the way of life.
One of the more common inspection monitoring programs for pressure vessels is to perform thickness measurement at Corrosion Monitoring Locations (CMLs) to allow monitoring of minimum thicknesses and provide estimates for corrosion rates. These...

One difficulty new company inspectors typically have is becoming comfortable in their new role. This is due to the fact that they have received little guidance about where they fit in with the "team." Where are they on the organization chart?

In this issue of Inspectioneering Journal, I detail a roadmap for inspection activities during turnaround executions. This roadmap includes the critical elements of turnaround inspections, the keys to optimizing inspection activities, and the...

As an RBI consultant, I frequently get involved in discussions spawned from a misunderstanding of the relation between Risk Based Inspection (RBI) approaches and Fitness for Service (FFS) assessments. Questions like: If thickness is below the...

The following interview with Rich Roberts provides answers to some of the questions our readers have about small, specially designed pigs carrying NDE technologies that can inspect nearly every area of a tube from the coils interior surface.
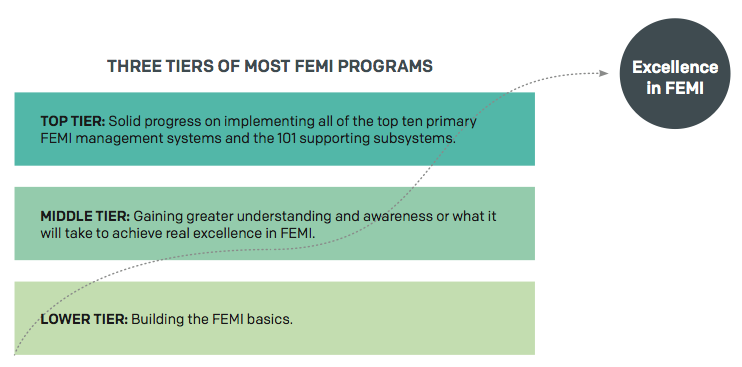
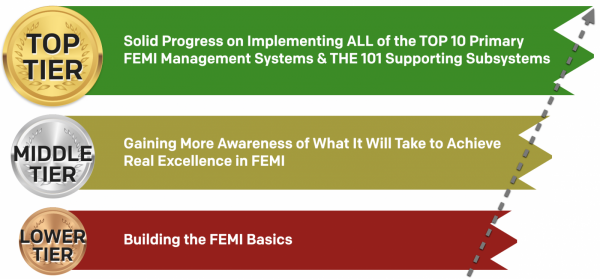
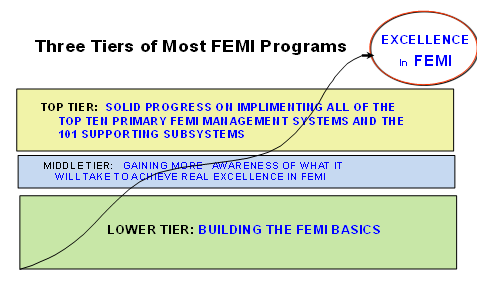
There are typically three tiers to pass through for most fixed equipment mechanical integrity (FEMI) programs before they reach excellence in FEMI. In my 45 years in the FEMI business, I have observed FEMI programs in all three tiers (phases).
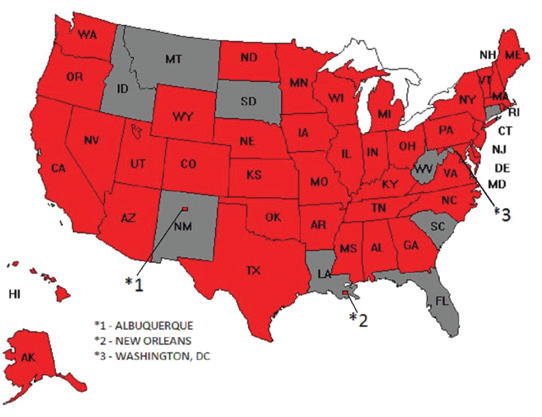
The rules and regulations applying to U.S states, cities and Canadian provinces and territories concerning piping, pressure vessel and storage tank inspection can be described as "a coat of many colors," and are meant to represent continuous...
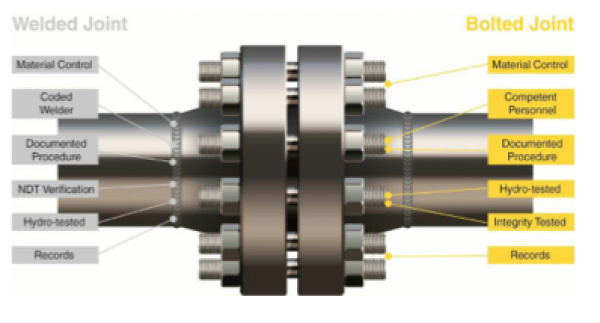
Joint integrity programs (JIP) should be an integral part of every refinery, petrochemical, production, or other industrial-complex facility operations.
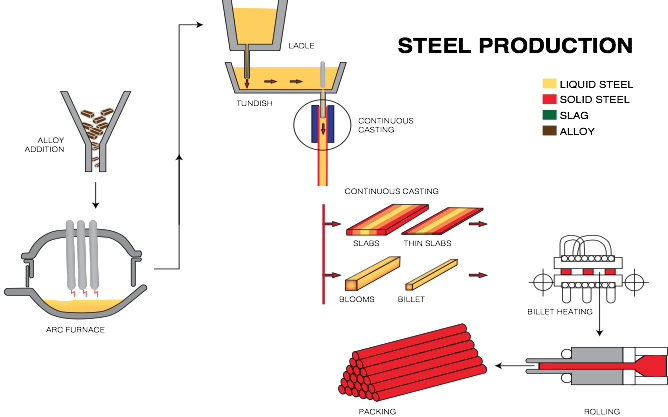
High temperature sulfidation is probably the most well- known corrosion mechanism in the oil refining industry because it occurs in large sections of the refinery.
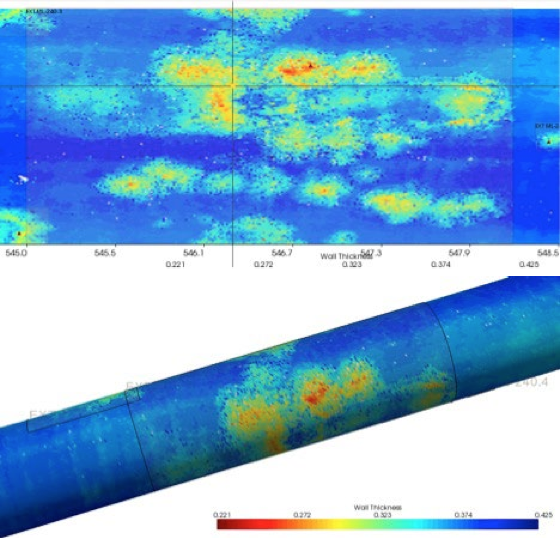
New inline inspections and integrity management systems allow operators to understand the complexities and economics of terminals’ and station’s complex aging pipeline infrastructure.

Periodically, oil refinery and petrochemical plant operating companies conduct complex turnarounds for a variety of reasons, including but not limited to, scheduled maintenance, facility upgrades, and code compliance. In this series of articles...

Occasionally, we like to provide recaps of articles written by our authors on a specific subject related to asset integrity management. This week, we're highlighting four of our most popular articles written about storage tank inspection.
In many ways, fertilizer plants are no different than most process industry plants including refineries and petrochemical facilities. Information in documents like API 510, 570, 653 and RPs 580, 581, 571, 577, 579, etc. is essential.

UAS (Unmanned Arial System) drone technology has numerous applications, including anything at elevated heights or where human access and/or occupancy are prohibited, or in the case of confined spaces, limited.

Technicians inspecting oil & gas installations and petrochemical plants employ a wide variety of nondestructive testing (NDT) techniques. A new technology has recently been developed that utilizes a real-time portable imaging device which has...
One of Inspectioneering's editorial themes this month is High Temperature Hydrogen Attack (HTHA). It is a highly contentious issue that the industry is still struggling to fully understand.

In 2013 Inspectioneering published content covering a wide array of topics, from risk-based inspection, to advanced nondestructive testing methods, to pipeline integrity management systems. Last year, we published more content than any year prior;...

Over recent years large strides have been made in application, development, and utilization of Digital Detector Arrays (DDAs) in field radiography environments (an application previously limited to film and computed radiography [CR] techniques).

Composite repair systems can be a great option for owner/ operators to extend the life of their assets without disrupting operations.

Maintaining the mechanical integrity of above ground storage tanks (AST’s) is the focal point of tank inspection programs. Performing internal inspections is an integral part of a tank integrity program, however, deciding when to take a tank out...

This article is the fifth of a series of articles that will focus on one critical sub process within a PEIP that is key in managing the integrity of process piping; Thickness Monitoring Programs for Internal Corrosion.
This post concludes the Top 7 reasons why some operating sites "just don’t get it." Reference the previous post for here and here. And for examples of all of the management systems for a sustainable PEI program of excellence, read my article, "The...
Continuing from last week’s blog, I want to go in depth into scalable accuracy for fixed equipment lifecycle management. In this post, I want to outline the scalable accuracy approach to fixed equipment lifecycle management.
At PinnacleAIS, we often get requests for a Senior API Inspector. But what does that mean exactly? What qualifications are required? Is there a test or a certification that provides the end user with assurance they are getting a higher caliber...
I will emphasize the systems, work processes and procedures for identifying and controlling the rate and types of deterioration in pressure equipment. These are not in any particular order, as they are meant to operate interdependently.
Non-contact ultrasonic testing with EMAT was formally introduced in part one of this series found in the March/April issue of Inspectioneering Journal. Readers were introduced to the practical advantages of EMAT Ultrasonic Testing.
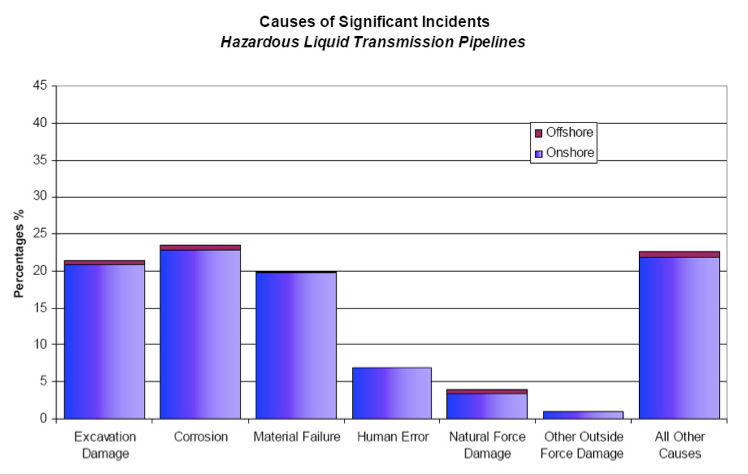
Inspection and fitness-for-service assessments of critical in-plant piping systems are a concern for the chemical industry. This presents a potentially insurmountable task and discovery of a number of areas where the condition is at risk.
Remote metallography, in-place metallography, in-situ metallography, and field replication are all examples of typical trade names of this great tool used for assessing the condition of a metal component.
This post is the last in a series about Risk Basked Inspection (though, of course, this will not be the last time I discuss RBI). The earlier posts were on reasons for RBI, defining risk, and on managing risk. In this post, I want to talk about...
Anyone who knows me knows that Risk Based Inspection (RBI), and Risk Management, are a passion of mine, so my next few posts will feature these topics. These are not all-inclusive, but Inspectioneering.com has dozens of articles and you can...
Refineries and chemical plants own and operate numerous process heaters (e.g. gas reformers, CCRs, etc.) as part of the standard assets throughout the facilities. Many heater coil configuration designs are flanged at both ends; however, there are...

Piping failures still represent a frustrating and ongoing problem for processing plants. Failures are still commonly reported and contribute to large losses. In the author’s experience, piping represents the highest percentage of fixed equipment...
Predicting the remaining life of components operating in the creep regime is one of the trickiest problems encountered in the fitness-for-service (FFS) world.
This is a question with which I frequently like to start the API RBI 580/581 training course when I am instructing. It is meant to provoke the attendees to really think hard about why they order an inspection or really think about inspection...

Sulfidic corrosion of piping and equipment within the refining industry continues to be a significant cause of leaks and issues that can lead to early replacements, unplanned outages, and incidents potentially resulting in loss of property and...

For crude oil refiners and traders, information is the lifeblood of their operations and business decisions. The information obtained by crude oil assays, which includes physical properties and compositional analysis of a crude oil, provides...
Steam reformers are critical assets to many refining and chemical manufacturing plants and facilities, and it is well known that the reformer is one of the most challenging assets to maintain and operate. Common problems in reformer operations...

This is the first in a series of three articles that will introduce Electro Magnetic Acoustic Transducer (EMAT) and its practical applications in the field of nondestructive testing (NDT). EMAT, or Electro Magnetic Acoustic Transducer, is an...

This article is the third of a series of articles that will focus on one critical sub process within a PEIP that is key in managing the integrity of process piping: thickness monitoring programs for internal corrosion. These articles will discuss...

Various fired heater designs in refineries and chemical plants contain common headers (e.g. Arbor coil configurations, CCRs, etc.) as part of their overall serpentine coil design. Accessing the interior of individual coils through the common header...
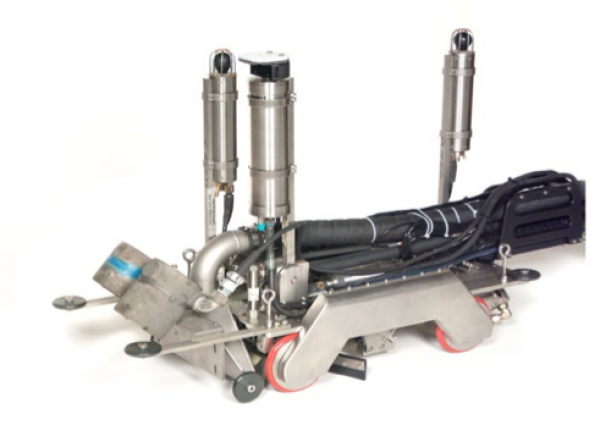
A unique technique for inspecting and cleaning the floors of an Above Ground Storage Tank (AST) emerged in the late 90’s based on In-Service Robotic Technology. The technology has come a long way since then, with new inspection and tank cleaning...

The refining industry has applied ultrasonic-based intelligent pigging to inspect serpentine coils in fired heaters since the 1990s. Today, thousands of serpentine coils in fired heaters are inspected annually at process facilities around the globe.

On August 6, 2012, a piping failure occurred in the #4 Crude Unit at the Chevron U.S.A. Inc. refinery in Richmond, CA. Chevron U.S.A. would like to share some potentially significant preliminary information regarding the incident.
The question of how to set risk targets is a logical one and should be addressed prior to or in the very early stages of RBI implementation. This article will guide readers through the basic elements required to address this question within an...

A self-propelled in-line inspection tool tested at Electric Power Research Institute and utilized in Europe can traverse a complex piping configuration and discriminate areas of metal loss. This tool is becoming available to inspect traditionally...
The new capabilities being developed through the Nondestructive Evaluation (NDE) Modeling and Simulation Center are expect- ed to reduce the time, cost and complexity of approaches used to develop and demonstrate NDE techniques to meet regulatory...
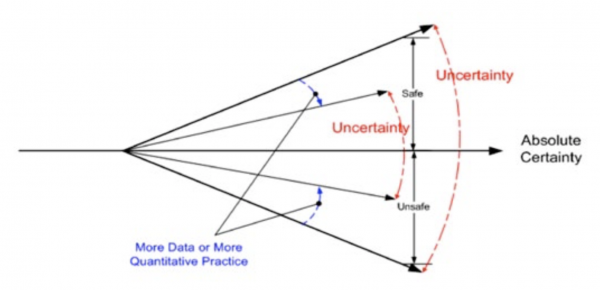
The original article on scalable accuracy which laid the groundwork for the concept was published in the March April 2011 issue of the Inspectioneering Journal, entitled Scalable Accuracy, Key Roles of Risk Based Inspection and Fitness for Service,...
Leaks or spills over the life of nuclear power plant operation can lead to undesirable consequences. The nuclear industry’s GroundwaterProtectionInitiativeandthelessonslearnedand experiences gained from implementing groundwater protection...

Deterioration of concrete structures has plagued petrochemical production facilities. As a result of sulfur compound exposure, concrete corrodes and weakens continuously over time. The proper operation of the structure deteriorates with it until...
Putting off the initial inspection (i.e. baseline) of piping and vessels in a new process unit is both common and problematic. The tendency of owners is to rely on the nominal thickness because the actual original thickness was either not measured...
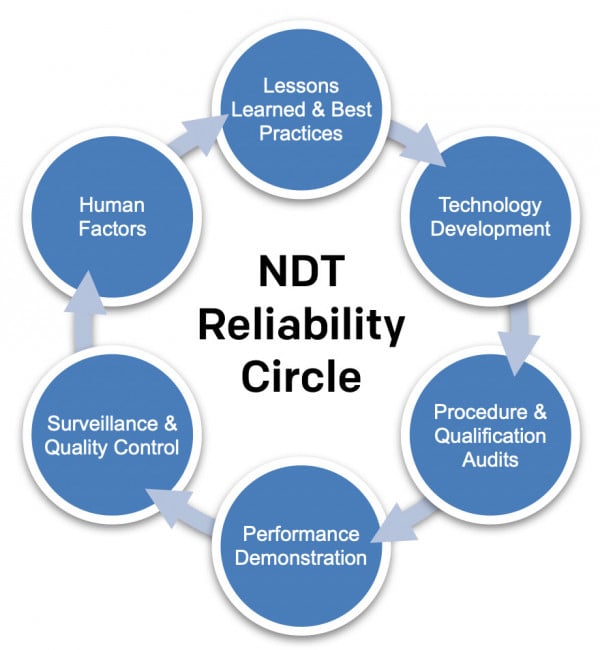
As the technology of NDT systems improve, it is important to assure that the people and processes using this technology are adequately prepared in order to take full advantage of the enhancements of the system.

In the summer of 2005, as part of CIA Inspection's (CIAI) ongoing, in house, research efforts to improve inspection capabilities for coke drums, a development program was initiated to integrate ACFM (Alternating Current Field Measurement) inspection...

High Temperature Hydrogen Attack (HTHA) is a long known and still occurring degradation issue for fixed equipment construction materials in the hydrocarbon process industry where hydroprocess plants (hydrogen plus hydrocarbons) are in service....
Rapid industrial and technological growth throughout the world makes it necessary to develop new materials along with advanced Non-Destructive Testing (NDT) Methods to ensure their quality without premature failures. The complex modern system, where...
In the first article in this series entitled How to Put It All Together - Guide to Organizing a Successful PEI Program, (1) I provided an overview of the necessary Management Systems (MS) for a successful program to achieve excellence in pressure...
CUI (Corrosion Under Insulation) has always been a challenge for plant operators, quality assurance/reliability engineers and equipment owners. It is hard to identify the problem until it has become an emergency situation, often leading to unit shut...
Inspection intervals for equipment have in the past been defined in a prescriptive manner. However, industry is now embracing the Risk Based Inspection (RBI) approach which in contrast prioritises inspections based on an assessment of the risk to...
For years refinery and chemical plant operators have utilized ultrasonic-based intelligent pig technology to inspect coils in convection and radiant sections of fired heaters. This proven technology provides accurate inspection data which allows...
Pipeline integrity management programs are largely driven by regulatory compliance and are typically budgeted years in advance. Operators of all sizes are looking for ways to reduce expenditures related to operational efficiency and safety in order...
A recent well publicized Ohio fatality highlights the simple truth that the oil and gas industry can be a dangerous business. This has been recognized by the Occupational Safety and Health Administration, better known as OSHA, which is charged with...

We have been introduced to Infrared Thermography (IRT) since World War I and over the last decade the application of this technique has gained impetus. Today, the IRT application is widely used and accepted by many industries such as power...

In the current economic environment, there is increasing pressure on petrochemical refineries and delivery systems to be more productive and to minimize unscheduled shutdowns due to leakage. Leakage can occur from either the piping itself or the...
This article is Part 3 of a 3-Part series. The articles in this series provide a step-by-step example of utilization of API RP 581 and build off of each other. This article (Part 3) will cover the final risk analysis, inspection planning, provide a...
History has taught us that we should trust, but verify! Verification of alloys to ensure they are composed of the correct alloying elements has been the realm of handheld x-ray fluorescence for the past four decades. Industries ranging from...
Ultrasonic thickness gages have progressed a long way since their early development in the 1960's. The first thickness gages were large and bulky although they used the same conventional longitudinal (compressional wave) techniques still in use...
High energy piping (HEP) systems, main stream lines and hot reheat lines (typically low chrome molybdenum steels), are susceptible to creep damage can lead to leaks, and in extreme cases, catastrophic rupture. To ensure safe and reliable...
After pressure equipment (aka fixed or static equipment) is designed, fabricated, and constructed to new construction codes and standards (C/S), it is placed in-service, at which time the API In-service Inspection (ISI) C/S and ASME...
This paper covers most of the common (and some not so common) types of NDE methods for heat exchanger (HX) tubular in-service inspections. In addition to noting some of the various advantages and limitations with these methods, the paper covers heat...
The latest revision of this code (AB-506) is dated January 28, 2008. For many readers in the province of Alberta Canada these rules will impact you directly. Others may see effects or feel indirect effects as you jurisdictions may look to ABSA for...
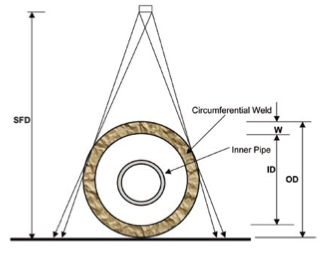
Most common radiographic practices for circumferential weld testing are single wall and double wall techniques with certain variations in technique details. Different Codes deal with the number of exposures required and applicability of the...
Facilities are often content in compiling event data, entering thickness measurements, assigning a system description, tracking work requests and recommendations in their databases. These are certainly valuable data points but using your database...
In my travels around the world as one of the primary API RBI 580/581 training course instructors the question always comes up, “What risk threshold or tolerable risk should I be using?” and “If I do not have one, how can I implement RBI?”
Interested in a review of liquid pipeline leak detection technology focused on monitoring and detection of small leaks?

The integrity of pipelines is a natural concern for pipeline operators, and so the ability to detect corrosion, erosion and mechanical damage in pipes is therefore of significant interest. Traditional methods of detection, such as pigging and...
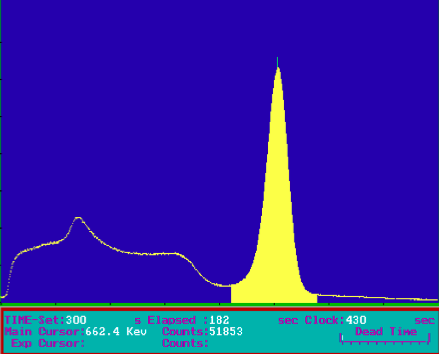
Degradation of materials with time during service is a common phenomenon for all engineering components. Hence periodic inspection is required to ensure structural integrity and availability for service. During in-service inspection (ISI), wall...
This series of articles describes the elements for a successful fixed equipment reliability program in a petrochemical facility. These articles will address management systems, engineering practices, preventive/predictive maintenance/inspection...

This series of articles describes the elements for a successful fixed equipment reliability program in a petrochemical facility. These articles will address management systems, engineering practices, preventive/predictive maintenance/inspection...
The July/August 2006 issue of the IJ contained Part 1 on the integrity of salvaged, remanfactured and repaired control valves. This second part includes recommendations for the straightforward and efficient identification, abatement, and ongoing...
The Shell Martinez Refinery has been in operation since 1915, and is located 30 miles northeast of San Francisco on about 1,000 acres of land. The refinery combines state-of-the-art facilities and equipment to convert approximately 165,000 barrels...
The ultrasonic Time of Flight Diffraction (TOFD) technique was developed for the UK nuclear industry during the 1970s to provide a method for measuring the height of planar flaws. TOFD is now generally recognized as the most accurate ultrasonic...
Radiography is the most widely used volumetric examination technique for non-destructive evaluation of components, as it offers the advantage of direct viewing of the flaw image, judging the type of flaw and provides a permanent record. Flaw...
This bulletin is part of a series of WRC Bulletins that contain the technical background and other information to evaluate damage mechanisms in various industries to facilitate the use of API 579. These bulletins, shown below, will be updated based...

TWI's Members recently requested an evaluation of the instrumented indentation technique (IIT). IIT is claimed to be capable of determining tensile properties from a local indentation similar to a hardness test. TWI subsequently investigated the...

Once the microwave inspection method was determined to be capable of providing reliable and meaningful inspection results for defects located on the exterior, interior, and interior surfaces of non-metallic components, potential industry...
Nearly ten years ago the magnetostrictive sensor (MsS) technology was reported in this journal (July/August 1996 Issue, Volume 2 Issue 4) as a method to detect corrosion in insulated piping. At that time, the MsS Technology consisted primarily of...
Several years ago, a need was identified to develop an improved nondestructive inspection method to volumetrically inspect dielectric materials. Specifically, an inspection method for detecting defects in rubber expansion joints was needed to assist...
Reliable "intelligent pig technology" is now readily available to the refining industry which can provide quick / comprehensive inspection to both "convection" and "radiant" sections in process furnace piping coils. Both tabular data formats along...

Exactly two years ago, an interview with John Nyholt appeared in the “IJ”. New ground will be covered in this interchange. We at the IJ thought it might be valuable to spend some time chatting about his background, challenges he has faced...
The following is the final part of a 2-part series outlining the relationship between key operating parameters and corrosion that has been used to develop a set of guidelines to define an operating envelope.
The "low hanging fruit" has been harvested in most places. Now comes the challenge of gathering the most bountiful harvest, that which is amongst the leaves and branches, without harming the tree. This will require practical expertise. This will...
Corrosion and fouling in HF Alkylation Units are closely linked to feed quality and operating conditions. This article outlines the relationship between key operating parameters and corrosion that has been used to develop a set of guidelines to...
The title question is often asked and more often than not, impossible to answer. This paper follows on from a previous discussion (Inspectioneering Journal Volume 4 Issue 1 Jan/Feb 1998) relating to the difficulties arising whilst attempting to...
In the early days (circa 1988-1991) of introducing the petroleum refining and chemical industries in the US, to the idea that RBI implementation could be valuable many fell into the trap of focusing on how much money could be saved, to the exclusion...
Storage tank owners can reap large financial benefits by shifting from a reactive tank repair strategy to a proactive inspection and maintenance program. In reaction to well publicized tank failures in the 80's and the development of API 653...

The API Inspection Subcommittee has issued the second edition of their inspection benchmarking survey. We are encouraging as many sites, worldwide, to participate as possible, so that we have the most amount of data available for analysis and...

A new recommended practice from the API is in the final stages of preparation before publications. It is API RP 577 on Welding Inspection and Metallurgy.
Many of the guyed flare stacks and wire rope or strand supported structures in use in U.S. and overseas refineries, pipelines and chemical plants were erected in the 1950's, 60's and 70's. Some were built even earlier. While many of the components...
There are many aspects to successful, effective and efficient implementation of RBI 1, such as; - Data collection - Operations data - Mechanical data - The role of inspection histories and inspection planning - How much data do I really need to...
During the past two years, a new High Resolution Gamma Ray Detector Array System to detect and measure small corrosion pits in real-time in the inservice piping in process industries, has been in development. This High Resolution Gamma Ray...
Many engineers are still performing their inspection and service activities and daily tasks using manual, paper-based forms. However, applying appropriate technology and providing simple-to-use automation tools can increase productivity, improve...
We have discussed most of the pre-turnaround planning details. We are ready for the next step. The cost for the Turnaround is normally the most important item right behind SAFETY. In many cases the salary, per diem and travel costs have been part of...
An effort is currently underway to create a new code for in-service inspection and maintenance of pressure equipment in the hydrocarbon process industry. The API Committee on Refinery Equipment (CRE) and the ASME Board on Pressure Technology Codes...
If you enter a petrochemical facility to work everyday, you realize the security issues. It is very important to have this issue resolved before the inspectors begin to arrive. The first morning of the Turnaround there are usually several thousand...
We all agree that safety is the most important item on any Turnaround. It is also one of the most difficult items to sort out prior to the Turnaround. The fact that API Turnaround Inspectors travel all over the country increases the need to be...
The use of contractor inspectors for turnarounds has increased in recent years. Mergers with reductions in staff personnel for major oil and chemical companies have fueled this growth. Still, we hear "horror" stories about problems that occur during...
In part 1 we covered: - Evolution of the emergence of advanced NDE - External and internal motivators to develop more effective inspection programs - Risk based approaches - Sources of industry reference materials - Setting the Course - Why...
Inspectioneering caught up with Dave Wang at the American Petroleum Institute’s (API) Spring 2001 Refining meeting in Atlanta, Georgia. We spent some time, near the pool at a break between meetings, discussing Dave’s background, experiences...
We've come a long way since my introduction to plant inspection processes in 1975 and certainly since the industrial revolution in the late 1800's. As I recall from history class it was the intent of the wealthy industrialist to make money, plain...
The use of engineering critical assessment (ECA)of "fitness for service", for the evaluation of flaws and local wall thinning in pressure vessels is receiving a lot of attention in the petrochemical and utility industries. A rigorous methodology...
This is a summary about RBI application to plant utility boilers in a liquefied natural gas plant with a design life of 20 years, now 27 years old.
This article describes a new inspection technology for rapid, on-stream,quantitative examinations of piping under support areas. This portable production system has been in commercial operation in the major U.S. Gulf Coast refineries for the past...

In part 1 of this article we covered the importance of quality assurance of UT data, that is, understanding for each particular application, the accuracy required of the UT data, and new ways/graphical program to analyze and show the...
This article continues to outline the 101 essential elements that need to be in place, and functioning well, to effectively and efficiently, preserve and protect the reliability and integrity of pressure equipment (vessels, exchangers, furnaces,...
The American Paper Institute Recovery Boiler Reference Manual Volume 1, October 1979, indicates that the two main goals of conducting ultrasonic thickness (UT) inspections are to determine (1) the current tube wall thickness and (2) the rate of...
This is the first of a series of articles that outlines the 101 essential elements that need to be in place, and functioning well, to preserve and protect the reliability and integrity of pressure equipment (vessels, exchangers, furnaces, boilers,...
Steam reformers are an integral part of ammonia, methanol, hydrogen, and gas process plants around the world. THey are one of the highest cost, both in capital and maintenance, pieces of equipment in the plant. Typically, reformers contain several...
This is part three of a three part article for the IJ describing some of the advanced on-stream inspection (OSI) methods available for use in inspection of pressure equipment in the petroleum and petrochemical industry. These methods can be used,...
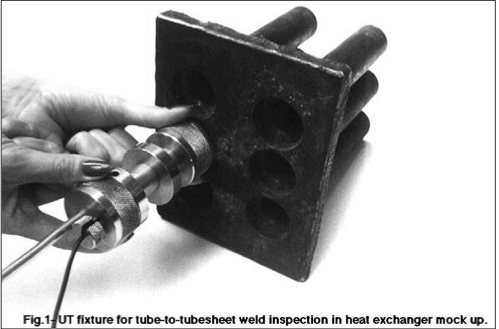
This paper describes the use of a UT fixture for detection of stress corrosion cracking in ferrous heat exchanger tube-to-tubesheet welds and external tube corrosion or pitting near the tubesheets including crevice OD corrosion.
The new Sludge Profiler for Oil Tanks system (S.P.O.T.) solves the major problem of accurately quantifying the volume of sludge in oil storage tanks with floating roofs.
This is part two of a three part article describing some of the advanced on-stream inspection methods available for use in inspection of pressure equipment in the petroleum and petrochemical industry. These methods can be used, under the right...
Many digital ultrasonic thickness gauges have internal memory that allows the storage of thousands of thickness readings. Some instruments have "sequential" data loggers that store the thickness values in a numerical series. These data loggers are...
This three-part article describes some of the advanced on-stream inspection methods available for use in inspection of pressure equipment in the petroleum and petrochemical industry. These methods can be used, under the right circumstances, to...
Keeping critical equipment on-line can be a challenging task. Monitoring the wall thickness of equipment subjected to corrosive chemicals, temperature and operational changes is both a safety and manufacturing concern. Thus, on-line testing of...
Southwest Research Institute (SwRI) has developed an innovative method for rapid screening of heat exchanger tubing using Guided Wave technology. This screening method can lead to an improvement in heat exchanger reliability and a reduction in the...
EMATs (Electromagnetic Acoustic Transducers) have been used for over six years for field service inspection of in-service piping. Recent advances in technology have allowed us to inspect new types of on-stream piping.
Inspection data analysis tools, like risk-based inspection, help us to focus on quantitative reliability targets. When considering thinning mechanisms, there is a certain probability that a piece of equipment will reach retirement thickness before...
Some Middle Eastern and European operators are now using AE successfully to screen tanks for internal inspection by listening for active tank bottom corrosion, and then grading the tank as high, medium or low need for internal inspection.
One of the greatest challenges facing many of refining, fossil power, and pulp and paper industries is: How to effectively examine their insulated piping?
Faced with stricter OSHA regulations and increased competitiveness in the global market, process facilities have looked toward a technical solution, including man-less entry into vessels, pressure vessels, and tanks for their internal inspections.
Visual inspection is the most common nondestructive testing method. For critical applications, machine vision technology provides advantages over visual inspection.
The debate about advantages and drawbacks of the application of the TOFD (time of flight diffraction) approach for ultrasonic weld inspection should not forget the original reasons for its introduction in the 1960s. The major advantage at that time...
Part 1 included a review of current tube inspection practices in convection and radiant sections of heaters/furnaces in the refining and chemical industries. The authors also presented a new inspection device combining laser image mapping of the...
New inspection technology, when added to the proven practice of using tell tale holes (TTHs), proves effective in reducing significant releases and or catastrophic events that are related to internal corrosion / erosion of process piping. In fact,...
During the past year, WIS has presented a number of papers about EMATs. The type of discussions that have followed the presentations has surprised us. The overall view of industry to EMATs has been: "Aren't EMATs still just a good lab tool? There...
The Environmental Protection Agency (EPA) issued the report on this catastrophic failure that involved two storage tanks in a Pennsylvania refinery. The report issued March 20, 1998, stated that while both tanks had roof replacements since their...
In Part 1 of my article, I focused on several issues that are vital to the successful application of any inspection information management system. In Part 2 of my article, I will concentrate on several...
Furnace tubes in the petrochemical and refining industries lengths' can exceed 2,000 ft., often with multiple serpentine bends. This can make them extremely difficult to inspect using conventional NDE methods. The following inspection tool (FTIS)...
Inspection record systems, used to be just that, a place to "record" data. Our industry has spent many millions of dollars collection data to put into our "record" systems. The problem was trying to manage and utilize the millions of pieces of...
The use of Infrared Thermal Imagers, particularly for temperature measurement within an operating furnace environment, is reliant on the accurate evaluation of specific parameters, which the pyrometer requires in order to produce true temperature...
TODF (time-of-flight-diffraction) is proposed as an option to Pulse-echo methods by some practitioners. It suffers from shortcomings that can limit its effectiveness.
Radiographic film provides an inexpensive method of ensuring the quality and structural integrity of construction over time. Much of today's analysis being performed with Non Destructive Test (NDT) radiographic film is done visually using light...
This task though tedious and exasperating is a key part of the operation. Plant personnel often find ingenious uses and filing systems for key data such as UW 1 forms. The more remote the plant site is, the more extraordinary the hiding places. In...
This is the fourth in a series of articles on piping inspection that I'm writing for the Journal. One of the previous ones dealt with improving thickness data taking accuracy with digital ultrasonic methods. This article is a "sister article" that...
This is the second in a series of articles on piping inspection. In the last article, I enumerated four inspection issues that I believe contribute to inadequate piping mechanical integrity in the hydrocarbon process industry.
It's probably more important to those of us who don't have a brain tumor. Unfortunately, it's precisely because piping inspection is not neurosurgery that it's often done poorly, which can lead to significant impacts on process unit reliability, or...
Corrosion under insulation (CUI) is a real threat to the onstream reliability of many of today's plants. This type of corrosion can cause failures in areas that are not normally of a primary concern to an inspection program.
All FRP tanks should be fabricated to a national standard as a basic requirement. Additional requirements may be appropriate and should be agreed to by the purchaser and fabricator. Very acceptable basic standards are...

In today's environmental and legal climate, industry is looking for guaranteed high reliability of vessel quality for most chemical fluids. Failures are more costly than in the past due to: 1. environmental laws and requirements 2. emphasis on...

Are your jurisdictional boiler and/or pressure vessel rules and regulations too stringent, too costly, too bureaucratic, without adding real safety value commensurate with the time and resources necessary for compliance? Are you having to hire...
This case study is an example of an incident that started with a routine API 653 inspection and resulted in a very difficult repair to a tank bottom contaminated with hydrocarbons on the underside. This case highlights the potential risks with...
Since the publication of API Standard 653, Tank Inspection, Repair, Alteration and Reconstruction in early 1991 it has gained wide acceptance within the petroleum and chemical industries. In addition, six states (Alaska, Arkansas, Florida,...

There are a lot of vital roles in the success of any refinery or petrochemical process plant. But none are more important to success than that filled by the pressure equipment inspector (PEI). Years back, we recognized that world class pressure...
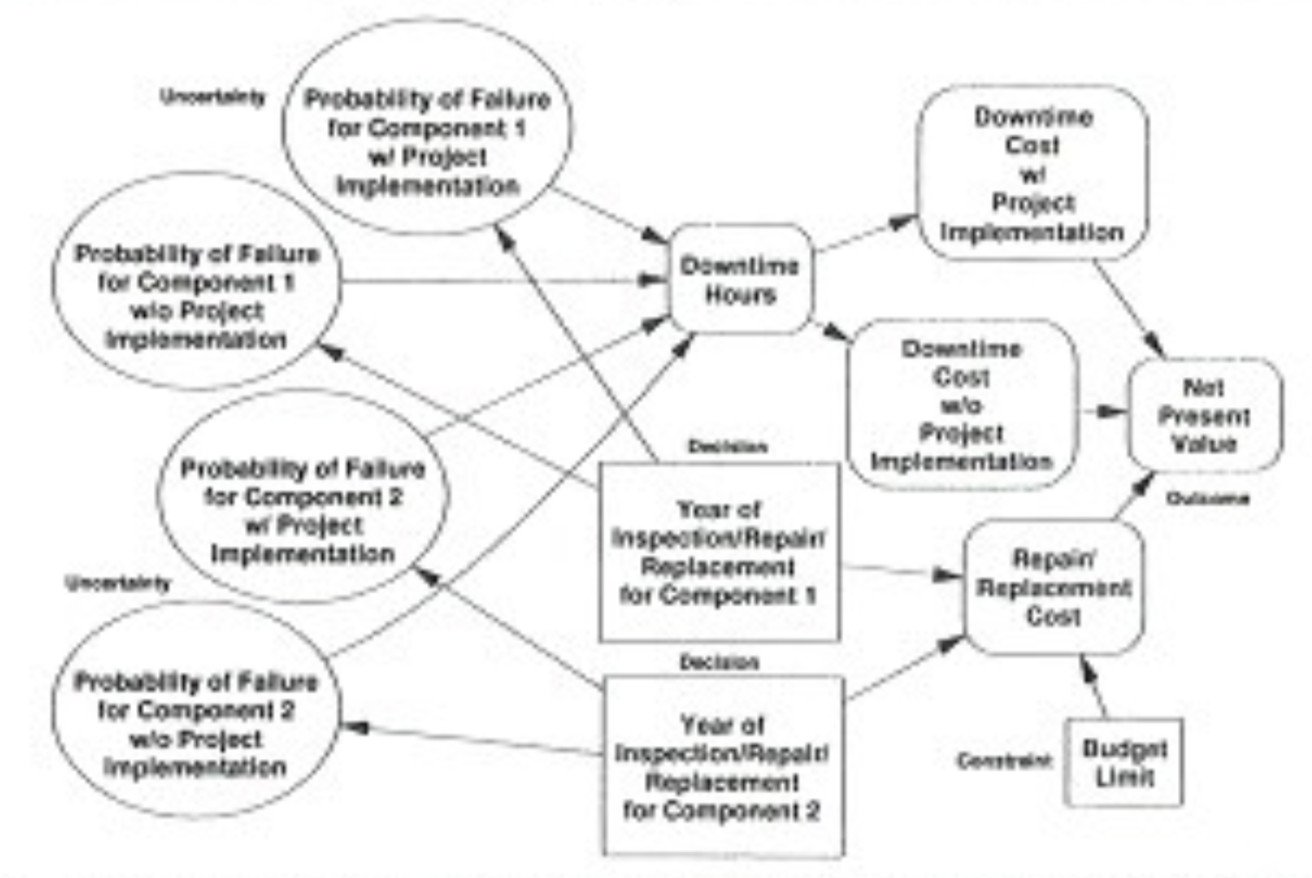
In the aging portion of an asset's life, the failure rate is exponential. This creates a need for predictive maintenance expenditures to maintain reliability.
In May 1995, Omega International Technology, Inc., began testing a new system to measure pipe wall thicknesses using digital radiography (RT) scanning. This new system has the potential for being faster, less labor intensive, and shown improved...
If it's glass-lined, chances are the environment is very corrosive to most metallics. In general, once the glass lining is breached, through-wall corrosion doesn't take very long. An effective maintenance, operation and inspection program will go...
With miles of piping and tons of equipment to consider for on-stream inspection or monitoring you probably have:
Late in 1994, the API surveyed their committee on refining equipment members in order to provide benchmarking information on the extent of Pressure Equipment Inspection (PEI) activities and programs underway at member companies.
Delayed coker vessels experience severe loading sequences as they are routinely filled with hot liquid product (approx. 9000 F) and quenched to ambient temperature in a relatively short time period. The industry trend is to shorten the operating...
Exposure of carbon steel equipment to wet H2S service environments can lead to various forms of attack, e.g. hydrogen blistering and hydrogen induced cracking (HIC), stress oriented hydrogen induced cracking (SOHIC) and sulfide stress cracking...
Never have I known or read of anyone, who sought out wisdom, to regret it, nor to help but benefit from it. Wouldn't you agree, wisdom recognizes, holds onto, operates out of and values timeless, tried and true principles that can be, and should...
High energy piping (HEP) systems, main steam lines and hot reheat lines (typically low chrome molydbdenum steels), are susceptible to creep damage. Such damage can lead to leaks, and in extreme cases, catastrophic failure.
Most inspection companies, including those who dabble in engineering, today, go about things in much the same way as they have in the last five to ten years. Some offer routine services at bargain-basement prices. Others provide high tech services...
PK Technology is a full-service inspection contractor, as well as, an in-house software development company specializing in the Oil and Gas industry. PK Technology is the creator of intelliSPEC, the worlds first Digital Data Management System (DDMS) which is a robust and intelligent solution designed to digitize, analyze and realize all vital data.
PK Technology is a full-service inspection contractor, as well as, an in-house software development company specializing in the Oil and Gas industry. PK Technology is the creator of intelliSPEC, the worlds first Digital Data Management System (DDMS) which is a robust and intelligent solution designed to digitize, analyze and realize all vital data.
Pinnacle builds and runs programs that empower facilities to make value-based decisions on how to manage risk, resulting in safe and profitable operations. We have gathered, organized, and analyzed more mechanical integrity and reliability data than any other company in the world.
Pinnacle builds and runs programs that empower facilities to make value-based decisions on how to manage risk, resulting in safe and profitable operations. We have gathered, organized, and analyzed more mechanical integrity and reliability data than any other company in the world.
Fixed Equipment Reliability is an inspection and NDE company providing world-class Inspection and Mechanical Integrity services to the petrochemical industry. FER was founded by a dedicated team of inspection professionals who specialize in the implementation and optimization of Risk Based Mechanical Integrity programs.
Fixed Equipment Reliability is an inspection and NDE company providing world-class Inspection and Mechanical Integrity services to the petrochemical industry. FER was founded by a dedicated team of inspection professionals who specialize in the implementation and optimization of Risk Based Mechanical Integrity programs.
TEAM, Inc. is a global leading provider of integrated, digitally-enabled asset performance assurance and optimization solutions. We deploy conventional to highly specialized inspection, condition assessment, maintenance and repair services that result in greater safety, reliability and operational efficiency for our client’s most critical assets.
TEAM, Inc. is a global leading provider of integrated, digitally-enabled asset performance assurance and optimization solutions. We deploy conventional to highly specialized inspection, condition assessment, maintenance and repair services that result in greater safety, reliability and operational efficiency for our client’s most critical assets.
DÜRR NDT provides industrial X-ray inspection systems and Software for non-destructive testing (NDT), such as CR imaging plate scanners, DR flat panel detectors, X-ray inspection software, NDT workflow management software, automatic film processors and X-ray chemicals.
DÜRR NDT provides industrial X-ray inspection systems and Software for non-destructive testing (NDT), such as CR imaging plate scanners, DR flat panel detectors, X-ray inspection software, NDT workflow management software, automatic film processors and X-ray chemicals.
DIMATE GmbH is an innovative IT company dedicated to driving business transformation through the digitization and improvement of NDT and NDE processes. From test data acquisition to evaluation, management and archiving – we cover the entire process. Our solutions help to achieve faster turnarounds and maximizes the plant potential.
DIMATE GmbH is an innovative IT company dedicated to driving business transformation through the digitization and improvement of NDT and NDE processes. From test data acquisition to evaluation, management and archiving – we cover the entire process. Our solutions help to achieve faster turnarounds and maximizes the plant potential.
Oceaneering provides a comprehensive range of services, from the inspection of a single component, to a full-scale integrity management program, and ensures you are able to leverage the benefits of our industry-leading technologies and services to save time and expenditure—regardless of industry.
Oceaneering provides a comprehensive range of services, from the inspection of a single component, to a full-scale integrity management program, and ensures you are able to leverage the benefits of our industry-leading technologies and services to save time and expenditure—regardless of industry.

Learn how short range guided wave inspection technology can provide accurate, quantitative thickness readings in inaccessible locations.
This on-demand webinar introduces picture archiving and communication systems (PACS) and demonstrates a paperless inspection process.
Watch Stephan Couture demonstrate the power of DLA and DMA probes using the OmniScan, and better understand probe choices for your flaw detection needs through real steel inspections.

Understand how turnaround departments should benefit from utilizing certified inspection personnel instead of conventional planners for turnaround planning.

Greg Alvarado shares experiences and initiatives that were seminal in getting us to where we are and insights on where we would do well to focus in the future.
Inspectioneering teams up with Gecko Robotics to discuss how new technologies are optimizing API 653 inspections and driving operational efficiencies.
Learn how automated radiographic testing inspection technology provides large-scale corrosion under insulation screening at a fraction of traditional costs.
Witness Unmatched Durability: Watch the EPOCH 6LT flaw detector tackle the stratosphere! See it now and believe the unbeatable portability.
Explore digital radiography's main technologies, their strengths, and choose the right tech for optimal results in each application.
This video explains the basic principles behind Full Matrix Capture (FMC), an acquisition strategy used to acquire all the waveform possible for a given phased array probe.

This webinar discusses how on-line creep damage rate may be monitored with infrared thermometry, allowing reformer production to be optimized.

This video from EVIDENT Industrial highlights improvements to the company's latest, most powerful OmniScan™ instrument to date.
During this webinar, we will cover some of the primary unit layouts used in processing renewable feeds, both in co-processing at existing plants and in standalone 100% renewables units.
In this video from EVIDENT Industrial, Heiko Küchler demonstrates the improved detection capability offered by phase coherence imaging (PCI) for small flaws.
Inspectioneering teams up with MISTRAS Group to bring you "Go Digital to Make the Most of Your Inspection Reporting and Data Processes," a one-hour webinar presented by Ryan Streeter and James Good.

Inspectioneering teams up with Gecko Robotics to bring you "The Benefits of Non-Intrusive Inspection for Pressure Equipment," a one-hour webinar presented by Brian O’Leary and Ron Preston.

Inspectioneering’s first-ever Industry Spotlight features Ryan Streeter, Divisional VP of Digital Operations for MISTRAS Group, joining us to talk about their new digital solution for inspection reporting, MISTRAS Digital®.

Watch this video presented by MISTRAS Group to see the value and efficiency multi-disciplined teams who perform multiple asset protection activities can deliver.

Watch the video by MISTRAS Group to see how unmanned aerial systems can meet a wide range of on-site requirements, environmental conditions, and industry inspection standards.
Inspectioneering teams up with The Equity Engineering Group, Inc. to bring you "FFS Assessment of Aboveground Storage Tanks - Common Pitfalls and Case Studies," a one hour webinar presented by Kate Gustoff.

Inspectioneering teams up with Pinnacle to bring you "4 Ways to Get More from Your RBI Program," a one hour webinar presented by Ryan Myers and Lynne Kaley.
Inspectioneering teams up with Pinnacle to bring you "Combining Subject Matter Expertise and Data Science to Optimize CML Inspection," a one hour webinar presented by Andrew Waters, Lynne Kaley, and Davis Baker.
Inspectioneering has teamed up with The Equity Engineering Group to bring you "Pressure Relief for Non-Process Engineers: 10 Things All Plant Personnel Should Know," a one hour webinar presented by Phil Henry, Principal Engineer II at E²G.

MISTRAS Digital is an end-to-end workflow solution that helps boost productivity by streamlining time-consuming, inefficient work processes to help your inspection, maintenance, and reliability teams.
In this Whiteboard Discussion, Chief Editor Greg Alvarado discusses the concept of "Scalable Accuracy," a term used to describe the varying levels of detail necessary to consider when planning and conducting a Risk-Based Inspection (RBI) assessment
Although CUI is widely recognized as a primary driver for damage in the petrochemical industry, the solutions often lack the sophistication devoted to other damage mechanisms.
Many refining, gas processing, and petrochemical plants have already identified the need to define Integrity Operating Windows, but most are still unsure how to extract the most value from them.
In this Whiteboard Discussion, Greg Alvarado provides a simple answer to an even simpler question: Why do we inspect?

This webinar discusses the particular aspects involved in obtaining accurate and repeatable infrared temperature measurements of fired heater tubes, as well as a wealth of diagnostic information that may be used to evaluate the performance and...

We teamed up with the American Petroleum Institute and industry expert John Reynolds to host this 30-minute webinar covering the vital function of the Source Inspector.
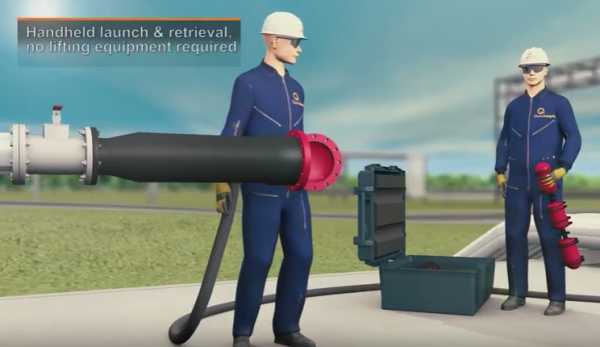
Effective pipeline integrity management has been problematic for a large number of pipelines that were not designed for in-line inspection. Quest Integrity understands the complexities involved with this challenging segment and offers a...
Clay discusses his professional journey, industry influences, major challenges faced in the process industries, exciting developments in mechanical integrity, and more.
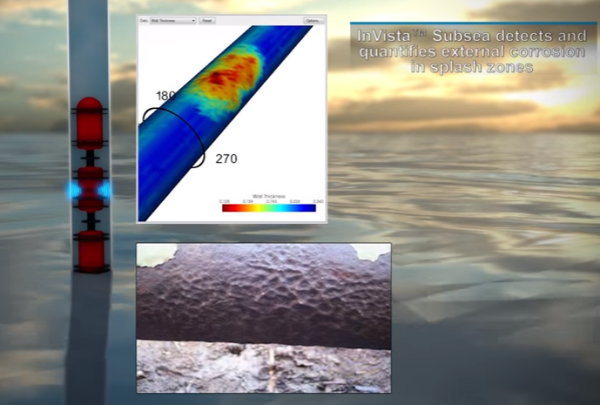
InVista Subsea, an advanced ultrasonic ILI tool from Quest Integrity, provides a solution for challenging and difficult-to-inspect subsea pipelines.

Those involved in the implementation or management of mechanical integrity (MI) programs understand the value of good feedback. An effective feedback loop is critical to ensuring your MI program is achieving the desired results.

30-minute interview on the evolution of reliability and its role within the energy and process industries with Ryan Sitton, Texas Railroad Commissioner.

60-minute webinar presented by PinnacleART on the evolution of inspection and mechanical integrity programs in the refining and process industries.

This white paper from PK Technology discusses the importance of having a long-term strategy in place for managing piping and structural steel coatings in your facilities.
This white paper from EVIDENT summarizes the basic principles of TFM and PCI, and provides examples from real use cases using artificial defects to compare the image results from these two inspection techniques.

Through an Olefins plant case study, this white paper demonstrates how the use of new smart pigging technology has opened up the opportunity for both cleaning and a comprehensive assessment of a coil’s condition.
CML Prioritization by the methodology presented in this case study by Pinnacle is a new CML Optimization methodology and predicts future thinning based on past performance from that same CML across repairs and replacements.

This white paper by Antea will explore the changes to technology and workforce that affect asset integrity management, the value in IIoT technologies for maintenance, and how to connect them for a profitable approach to mechanical integrity.
This white paper from Olympus summarizes the basic principles of phased array, explains the kind of data generated by the technique, and briefly discusses some of the advantages of phased array compared with conventional ultrasound.
This white paper discusses some of the difficulties encountered when performing ultrasonic testing on nickel alloy welds and, in particular, stainless-steel welds, and presents an effective alternative utilizing Phased Array Ultrasonic Testing.
This white paper discusses new solutions for long seam weld inspections, which have historically been challenging to inspect because of their thin wall thicknesses, the vertical weld bevel orientation, and the pipe curvature.

This white paper discusses how, through the application of ADCV, facilities are able to use data-driven solutions to reduce decoking times and reveal unexpected operational issues and validate cleaning efforts.

This white paper discusses a unique turn-key approach to touch point corrosion, which eliminates the need for operators to deal with multiple contractors, ensuring seamless integrity management of critical assets.

This course offers an understanding of the key recognized and generally accepted good engineering practices (RAGAGEPs) for the design and inspection, testing, and preventive maintenance (ITPM) of fixed equipment.
This eBook explores traditional image archiving, DICONDE for efficient data sharing, PACS, AI integration for defect detection, future trends, and more.
This eBook discusses typical damage morphology, inspection methods, and damage assessment and mitigation strategies for sulfidation and high-temperature H2/H2S corrosion.

This Asset Intelligence Report on Acoustic Emission Testing provides an introduction to the NDE technique, including information on industry applications.

This checklist is designed to help Inspectors and Reliability Engineers determine if your facility is ready to implement a risk-based inspection (RBI) program.

The "Inspection Planning Process Resource Bundle" is a comprehensive package designed to help develop and implement effective inspection planning processes.

This checklist covers some of the primary areas of concern when inspecting fired heaters for damage, deterioration, or inefficiencies.

This eBook discusses the typical damage morphology and inspection methods used to identify and characterize high-temperature creep, as well as damage assessment and mitigation strategies.
This Asset Intelligence Report on Radiographic Testing provides an introduction to the NDE technique, as well as further information on the various types of radiography and industry applications.

The health monitoring and reliability management program for fired heaters outlined in this eBook can help plant management achieve their long-term goals.
This eBook offers practical guidance for, and real examples of, in-service degradation attributed to stress corrosion cracking (SCC). It provides a detailed discussion on SCC detection, characterization and evaluation, and mitigation.
This eBook offers practical guidance for, and real examples of, in-service degradation attributed to wet H2s damage. It provides a detailed discussion on wet H2S damage detection, characterization and evaluation, and mitigation or remediation.
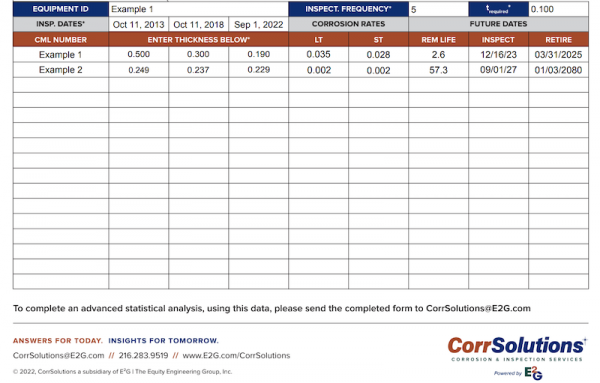
Using this interactive corrosion rate form, you can automatically calculate the short- and long-term corrosion rates, remaining life, next inspection, and retirement dates for your piping circuits.
This reference guide is designed to help you understand Pressure Relief Systems (PRS), including relevant codes and standards, common inspection techniques, and some potential PRS installation issues.
This helpful guide is designed to help you understand the benefits that CCDs and IOWs can bring to your mechanical integrity program. It also provides a 9-step process for the successful implementation of CCDs and IOWs at a facility.
This eBook offers practical guidance for, and real examples of, in-service degradation attributed to corrosion under insulation. It provides a detailed discussion on CUI detection, characterization and evaluation, and mitigation or remediation.

This helpful guide provides an outline of current jurisdictional regulations (as of July 2021) in the United States for the use of RBI as a means of determining the next inspection date for initial and subsequent internal inspection of storage tanks.
This eBook offers practical guidance for, and real examples of, in-service degradation attributed to thermal fatigue. It provides a detailed discussion on thermal fatigue detection, characterization and evaluation, and mitigation or remediation.

This Asset Intelligence Report on Risk Based Inspection serves as a primer to increase your familiarity with the principles of RBI, RBI implementation, and maintaining an RBI program.

This Asset Intelligence Report provides an introduction to Conventional NDE and its applications across industries and equipment lifecycles.
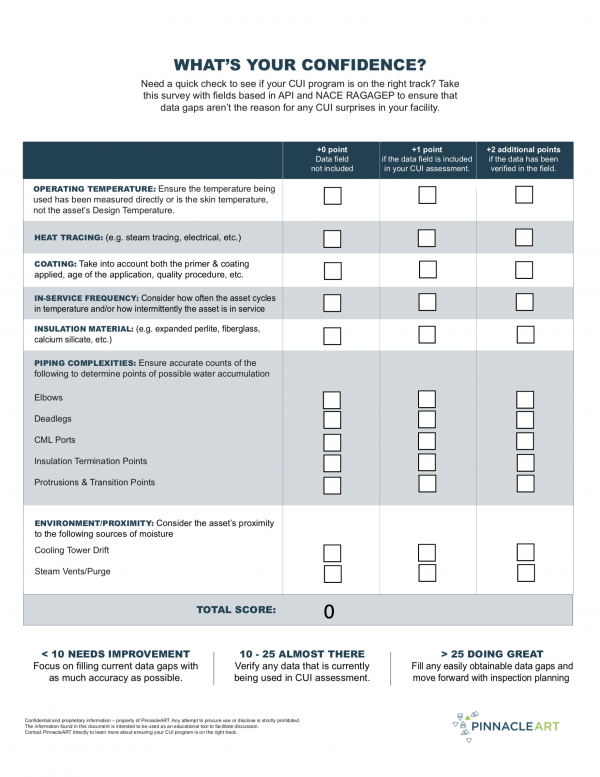
This checklist serves as a companion piece to the Inspectioneering webinar, CUI: A Proactive Approach, and contains some elements to consider when looking for data gaps in your CUI program.
This Asset Intelligence Report on Ultrasonic Testing provides an introduction to the NDE method as well as further information on the various ultrasonic testing methods and industry applications.
The IR Thermometry Field Data Collection Checklist serves as a companion piece to the Inspectioneering webinar, Debunking the Myths Behind Infrared Inspection, and contains a list of procedures and steps to consider when using IR thermometry to...

The Mechanical Integrity Audit Checklist serves as a companion piece to the Inspectioneering webinar, Auditing My Mechanical Integrity Program, presented by Mr. Reuben Laurel.
This Asset Intelligence Report on Sulfidation Corrosion serves as a primer to increase your familiarity with one of the most well-known corrosion mechanisms in the oil refining industry.
This Asset Intelligence Report on Magnetic Particle Testing (MPT) serves as a primer to increase your familiarity with this well-established nondestructive evaluation technique.
This publication outlines 101 Essential Elements that need to be in place and functioning well in order to effectively and efficiently preserve and protect the reliability and integrity of pressure equipment (i.e. vessels, exchangers, furnaces,...










This June, the inaugural AI in Energy Summit in Houston, TX will help organizations in the energy sector unlock the potential of artificial intelligence.

Oceaneering International, Inc. announces a strategic collaboration agreement with Global Design Innovation, Ltd. (GDi).

API has released updated fifth editions of API 570 and RP 574, two foundational standards for safeguarding piping systems used in the global refining and petrochemical industries.

A mainstay girth weld inspection solution for over a decade, the PipeWIZARD™ iX automated ultrasonic testing (AUT) system has been optimized to redefine pipeline weld joint assessments.
The new IPLEX™ TX II videoscope combines the versatility of a 2.2 mm diameter flexible scope with an ultra-thin 1.8 mm rigid scope in a single package, enabling users to choose the best setup for their remote visual inspection application.
The problem is, you don’t. With the out of date procedures that traditional inspection contractors use, data is usually invalid by the time it reaches your system. You rely on this data to make critical decisions regarding integrity concerns, and...
The next-generation Vanta™ handheld XRF analyzers—Vanta Max and Vanta Core—deliver improved elemental analysis and material identification using smart and cloud-connected technology.

Health authorities in California's Contra Costa County said they had launched an unannounced inspection at PBF Energy's 156,400 bpd refinery in Martinez.

DIMATE has announced the development of a revolutionary artificial intelligence (AI) module designed to enhance non-destructive evaluation (NDE) in plants.
The American Petroleum Institute is pleased to announce the publication of Recommended Practice (RP) 982, Inspection and Assessment of Refractory Linings.

Equitrans Midstream said it has entered into a consent agreement with the U.S. pipeline regulator for the Mountain Valley Pipeline project.
In today's chemical and refining industries, sustained long term reliability of facilities is critical to profitability and competitiveness. In fact, history shows that differences in operating expenses between best-in-class refineries, and poor...
E2G | The Equity Engineering Group, Inc. establishes a new inspection scheduling methodology to reshape asset integrity and equipment lifecycle planning and management.

HUVRdata announced the commercial availability of its three-dimensional contextualization (3DC) HUVR Partner Solution.

WRC Bulletin 601, authored by UTComp founder Geoff Clarkson, addresses the gap in standards for assessing fitness-for-service of pressure vessels, piping and other infrastructure made from FRP composite materials.
These agreements support the industry’s shared goal of promoting quality nondestructive testing (NDT) and examination and enhanced safety for the natural gas and oil industry.
API is currently seeking presentation abstracts for its 2024 Inspection & Mechanical Integrity Summit. The deadline for submitting abstracts is June 5, 2023.
Are you truly prepared for your next Turnaround? Effective work processes are required to successfully plan, manage, review and supervise plant turnarounds. Inspection planning and work scope selection are critical aspects of any turnaround...

The U.S. Department of Transportation’s Pipeline and Hazardous Materials Safety Administration (PHMSA) today announced it is proposing a new rule to significantly improve the detection and repair of leaks from gas pipelines.

A new joint initiative created to elevate the technical knowledge benchmark across the industry by delivering world-class online training courses and educational materials to today’s mechanical integrity professionals.
Building on the field-proven design of its predecessor, the next-generation HydroFORM™ scanner is a two-axis encoding corrosion mapping solution that is easy to deploy and optimized for one-person operation.
Evident Corporation announced today that it has been acquired by private equity firm Bain Capital Private Equity from Olympus Corporation pursuant to the definitive agreement signed on August 29, 2022.
HUVRdata and RealWear announced that it is teaming up to bring the power of HUVRdata’s platform to those using RealWear’s headsets.
Download Pinnacle's Economics of Reliability Report - Refining to see how reliability is affecting profitability.

PROtect, LLC has acquired Houston Integrity Consultants, expanding its mechanical integrity (MI) inspection division.

U.S. oil refiners are dialing back operating runs this quarter after sky-high utilization rates last year, and aim to operate at between 85% and 89% of capacity, according to company outlooks and analysts’ estimates.

Updated PRECiV software from EVIDENT adds powerful features that make inspection, product evaluation, and measurement workflows faster and more efficient.

New powerful, yet compact videoscope from EVIDENT makes wind turbine gearbox inspections faster and more efficient.

Baker Hughes has announced it will acquire Quest Integrity, boosting its asset integrity solutions for “difficult to inspect” pipelines, adding capability for inspection of furnace tubes and loading terminals, along with other industrial markets.
Traditional pressure vessel inspections often require taking assets out of service. However, MISTRAS’ Non-Intrusive Inspection (NII) programs provide data as good or better than internal inspections, while assets remain in service. NII is...

The International Pressure Equipment Integrity Association (IPEIA) Conference and Exhibition will be held from February 27 to March 2, 2023 at the Fairmont Jasper Park Lodge in Jasper, Alberta, Canada.
Evident Scientific has released new objectives for OEM integrators and Olympus industrial microscopes that combine a high numerical aperture and long working distance, providing exceptional flexibility in various inspection applications.
PBF Energy plans to overhaul a crude distillation unit (CDU), coker and cat feed hydrotreater in October at its 190,000 barrel-per-day (bpd) Chalmette, Louisiana, refinery, said sources familiar with the company’s plans.
API has released two revised liquid pipeline leak detection standards to improve operational integrity and advance operators’ mitigation capabilities.

As the insulation industry’s leader in education, the National Insulation Association (NIA) is committed to increasing understanding of the power of insulation for the insulation end users.
Traditional, paper-based inspection processes can prevent plants from being as effective as they can be. By digitalizing your mechanical integrity process and data with MISTRAS Digital®, plants have realized up to 75% gains in IDMS data entry and...

Olympus Corporation has announced the completion of the separation of its Scientific Solutions business to a wholly-owned subsidiary, Evident Corporation.

API’s new Pipeline Facility Construction Inspection certification, will help to ensure the industry has competent and qualified inspectors for pipeline facility operations, including pump stations, compressor stations and related facilities.

Inspectioneering announced the launch of its proprietary online training platform, Inspectioneering Training, with the goal of furthering asset integrity management (AIM) education that improves individual performance and operational efficiencies.

This latest funding round accelerates Gecko’s stated mission, “To protect today’s critical infrastructure, and give form to tomorrow’s."

Manufacturing defects involving certain pipelines components accounted for less than 2 percent (23 of 1,529) of all accidents on gas and hazardous liquid interstate transmission pipelines from 2016 through 2020, according to GAO's analysis.
Ethos has assembled a team of experts who apply what they learned through years of process safety experience in the industry and dealing with OSHA and EPA. Click here to learn more about our services.

The U.S. Pipeline and Hazardous Materials Safety Administration has issued a new rule that extends more stringent pipeline Integrity Management Program requirements to hazardous liquid pipelines near sensitive waterways.

After a year and a half of Covid-related demand destruction, an onslaught of hurricanes, and a deadly freeze on the Gulf Coast, the U.S. refining market seems to be turning the corner.

Register now and take advantage of an early bird reduced rate for IPEIA Members ($200 savings).

weavix™ launches industry’s first Internet of Workers (IoW) platform, focusing on the needs of frontline workers who have traditionally been neglected by technological innovation.
HUVR, a leader in digitizing inspection workflows, announced the addition of a new HUVR InspectFlow+ Inspection Module that enables ultrasonic testing (UT) workflows on the HUVR platform.
With class-leading thermal performance, superior CUI defense, and complimentary engineering support, our aerogel insulation solutions are a top choice in helping facilities drive energy efficiency, improve safety, increase yields, and reduce downtime

According to a recent report from Global Industry Analysts, Inc., the global nondestructive testing (NDT) services market is projected to reach US$12.6 Billion by 2026, growing at a CAGR of 6.6% during the forecast period.

Team, Inc., a global leading provider of integrated, digitally-enabled asset performance assurance and optimization solutions, announced today the commercial launch of its proprietary double block and bleed SmartStop™ Isolation Technology.
To minimize potential damage from underground oil and gas leaks, Oak Ridge National Laboratory is co-developing a quantum sensing system to detect pipeline leaks more quickly.

The OLYMPUS CIX100 cleanliness inspection system’s latest software update includes a new microscope mode, providing component manufacturers with an all-in-one imaging solution for particle analysis and microscope inspections.

The scheduled maintenance turnaround at Neste’s Porvoo refinery in Finland is now successfully completed and production has started at the refinery.
Oceaneering's splash zone inspection services will help you confidently detect flaws and accurately extend asset life with our comprehensive inspection and fitness-for-service maintenance plans.

Absorbing refining business technology and expertise now, analysts say, holds the key to the success of Pemex's $596 million deal to acquire Shell's stake in the Deer Park Refinery.

The 2021 API Spring Refining and Equipment (CRE) Standards Meeting is being presented virtually and will be open to anyone who wishes to participate. These virtual meetings will be held over a two-week period, May 10-14, 2021, and May 17-20, 2021.

Equinor must fix a series of rule breaches exposed by a fire at its Melkoeya LNG plant in Norway last September for the plant to reopen, the country’s safety watchdog said on Thursday.

Industrial plants are asking to access more equipment for inspections by robots, particularly piping systems. Gecko Robotics has designed the TOKA Flex - their most maneuverable and adaptable robot to-date - to address this need.

On Wednesday, President Joe Biden unveiled a $2 trillion package labeled the "American Jobs Plan" that is aimed at creating millions of good jobs, rebuilding our country’s infrastructure, and positioning the United States to out-compete China.
Contact us at buddy@dimate.de to learn how DIMATE PACS digitizes NDT methods (RT, UT, VT, ...) and how it leads to paperless inspections.

Marathon Petroleum Corp plans to shut several units at its 585,000 barrel-per-day Galveston Bay Refinery in mid-February for a planned overhaul.

Olympus' new Vanta iX in-line XRF analyzer automates material analysis and alloy ID on the manufacturing line, delivering instant results for real-time process monitoring and 100% inspection.
According to a report from Research and Markets, the nondestructive testing equipment market is poised to grow by $6.14 billion during 2021-2025, progressing at a CAGR of 10% during the forecast period.

Olympus’ new RollerFORM™ XL scanner answers the demand for a wide-coverage and easy-to-implement phased array tool to accelerate the inspection of composite components with large surface areas.
Enabling fast, easy and accurate long-distance inspections, Olympus' IPLEX™ GAir long videoscope solution combines maneuverability with high-quality, wide-view images to make complex pipe inspections fast and efficient.
Companies have developed detailed programs for managing wide range of assets. However, unsustainability negatively impacts effectiveness of these programs. Reach out to us on how we can address sustainability through digital transformation.
Olympus’ release of its WeldSight™ companion PC software for the OmniScan™ X3 phased array flaw detector provides inspectors with powerful tools to push the boundaries of flaw characterization and sizing.
Laser microscopes are essential equipment for quality assurance due to their powerful capabilities. Olympus' LEXT™ OLS5100 laser microscopes offer accuracy and precision with smart features that make experiment workflows faster and more efficient.

DJI announces partnership with Shell to create, test and deploy drone technology at their Deer Park Manufacturing Complex to improve efficiency and worker safety during industrial inspections and emergency incident response.

Flint Hills Resources recently announced that as part of its continuous efforts to transform and improve operations, the company is partnering with Molex to launch a first-of-its-kind digital approach to leak detection at industrial facilities.

Inspectioneering, LLC has launched a specialized recruiting and staffing firm offering workforce solutions to help companies find and secure the top Mechanical Integrity and Reliability talent needed to successfully operate their business.
With the IMS Suite, you can calculate optimal intervention periods and lay out efficient maintenance strategies. Click here to learn more.

API is currently seeking presentations abstracts for the 2021 Inspection and Mechanical Integrity Summit, scheduled for June 7-10, 2021 in San Antonio, TX. The deadline to submit your abstract for consideration is September 15, 2020.

Using Olympus’ new AxSEAM scanner, inspectors can now more easily set up and inspect long seam welds, enabling them to work more independently in the field.

The new Olympus Data Viewer app for Vanta handheld XRF analyzers provides Olympus Scientific Cloud™ (OSC) users with a central location to remotely view and share real-time analysis results from multiple analyzers.

The Texas Railroad Commission has launched a statewide drone program to help inspectors quickly respond and inspect sites that are unsafe or inaccessible during emergencies such as fires, flooding and other natural disasters.

The 33rd annual Pipeline Pigging and Integrity Management (PPIM) Conference and Exhibition is now accepting papers for the 2021 event.
Learn how you can safeguard integrity, reliability, instrumentation safety, and more.
The American Petroleum Institute has published an updated 2nd Edition of Recommended Practice 1169 - Pipeline Construction Inspection.

DNV GL published a recommended practice to manage CUI. This practice DNVGL-RP-G109 risk-based management of corrosion under insulation was developed as part of a collaborative project with partners from across the oil and gas industry.

Due to the coronavirus pandemic and the related exceptional and extensive measures, the implementation of the major turnaround 2020 of the Porvoo refinery as originally planned has been delayed.

Lyondell Basell Industries said maintenance operations were staffed at its Houston refinery to assure safety and reliability.

Olympus, a leading manufacturer of nondestructive testing (NDT) inspection equipment, is delivering new OmniScan X3 phased array flaw detectors with FMC/TFM to the University of Ultrasonics to support their advanced training courses.
Meet our team at booth #1652 where we will be showcasing DIMATE PACS and our latest AI advancements. Our cutting-edge software is designed to revolutionize the way energy companies conduct inspections, improve asset safety, and increase margins.

Floodlight Software recently announced that its new cloud-based NDT / NDE management software platform, which aids in eliminating the need for paper forms and manual data capture in the field, is out of beta and publicly available.

Motiva Enterprises plans to finish shutting down the gasoline-producing unit at its 607,000 barrel-perday (bpd) Port Arthur, Texas, refinery on Monday to begin a planned overhaul of the unit, sources familiar with plant operations said.

The recent refinery fire that forced Philadelphia Energy Solutions to shutter its plant and file for bankruptcy has raised concerns about aging equipment at U.S. refineries.

Olympus' new OmniScan X3 flaw detector elevates the standard for PAUT with innovations that improve the entire inspection workflow.

Royal Dutch Shell Plc will begin restarting units at its Norco, Louisiana chemical and refining facilities this week following overhauls.
Motiva Enterprises returned two crude distillation units (CDUs) back to normal operations at its 607,000 barrel per day (bpd) Port Arthur, Texas, refinery over the weekend.
Motiva Enterprises plans to shut the big crude distillation unit (CDU) at its 607,000 barrel-per-day (bpd) Port Arthur, Texas, refinery, the nation’s largest, by Sept. 5 for a 60-day overhaul, said sources familiar with plant operations.
Marathon Petroleum Corp may restart a reformer at its 585,000 barrel-per-day (bpd) Galveston Bay Refinery in Texas City, Texas, by the end of the week.

Valero Energy Corp shut a hydrocracking unit (HCU) and sulfur recovery unit (SRU) at its 335,000-barrel-per-day (bpd) Port Arthur, Texas, refinery on Monday.

API has published a new guide for drone programs in the O&G industry, which have and will continue to grow significantly as new systems, applications, sensors and techniques are developed to make drone operations more tailored to the industry.

Phillips 66 and logistics company, Square Robot, Inc. and Veritank, Inc., have collaborated to successfully deploy an autonomous robot that safely performed its first in-service inspection of the interior of an aboveground diesel storage tank.

According to the report recently released by Research and Markets, the global Asset Integrity Management (AIM) services market is expected to grow at a CAGR of 8.9% over the next eight years and reach $37.92 billion by 2027.

U.S. oil refiners are planning a heavy slate of plant overhauls in the second quarter, with total production this month off 8.5 percent compared with the start of the year, according to data from the U.S. Energy Information Administration.

Echo Ultrasonics announces a couplant that improves electrolyte stability and reduces the tendency for the polymer to collapse when exposed to corrosion or marine salts, resulting in less reapplication of the water-based gel during a test procedure.

PinnacleART and Metegrity, Inc. have formed a strategic partnership to improve the mechanical integrity program of a natural gas service provider’s operations in the southwest region of the United States.

The Bureau of Safety and Environmental Enforcement (BSEE) this week announced the implementation of a new Risk-Based Inspection Program that employs a systematic framework to identify facilities and operations that exhibit a high-risk profile.
Last November in Dallas, TX, Inspectioneering and PinnacleART hosted a select group of leading industry experts in mechanical integrity for an informal discussion of some of the key challenges facing the industry today. The main theme for this...

The federal Bureau of Safety and Environmental Enforcement released a safety alert on January 5, 2018 discussing gas hazards on production platforms in the Gulf of Mexico. The alert highlights findings from BSEE's Gulf of Mexico-wide inspection...
The availability of high quality UT data is often the cornerstone for FFS and RBI decisions. As such, the API Subcomittee for Inspection and Integrity Management (SCIIM) has initiated a program for the Qualification of Ultrasonic crack Sizing...
"Unpiggable" pipelines are a thing of the past. With Quest Integrity's suite of in-line inspection tools, you can be confident in the state of your pipeline, no matter what.
The American Petroleum Institute recently released an updated Fourth Edition of API RP 576, Inspection of Pressure-Relieving Devices. This recommended practice (RP) describes the inspection and repair practices for self-actuated pressure-relieving...

The U.S. Chemical Safety Board (CSB) has confirmed that the vessel that launched into the Faultless Linen building was a vertical condensate storage tank, technically referred to as the SCR or semi-closed receiver. Once the SCR unit is removed from...

The U.S. Environmental Protection Agency (EPA) has settled with Wilson Oil, Inc., (doing business as Wilcox & Flegel Oil Co.) for alleged Clean Water Act spill prevention violations at its Longview Terminal facility in Longview, Washington.

After its recent examination of 42 operational underground storage tank (UST) systems storing diesel fuel across the United States, the EPA found that there was a significant prevalence of corrosion inside these tanks and has made recommendations...

Pinnacle Advanced Reliability Technologies (PinnacleART) has announced the expansion of its advanced nondestructive testing (NDT) inspection team, which now employs two of only 41 American Petroleum Institute (API) Qualification of Ultrasonic Sizing...

The U.S. Chemical Safety Board (CSB) has formally announced that “Preventive Maintenance” has been included as a “Most Wanted Safety Improvement,” stating that inadequate mechanical integrity programs, delayed or deferred preventive...

In preparation for its January 28th public meeting in Waco, Texas to discuss the 2013 West Fertilizer Explosion that killed 15 and injured 260, the U.S. Chemical Safety Board released its final investigation report on the incident for public review.
The US Chemical Safety Board (CSB) has released its draft investigation report into the 2009 massive explosion at the Caribbean Petroleum, or CAPECO, terminal facility near San Juan, Puerto Rico.

CSB Investigation Finds No Record of Inspections on Freedom Industries' Chemical Storage Tanks; Leak in Bottom of Tank that Contaminated Charleston, WV, Drinking Water Resulted from Corrosion Caused by Water Seeping through Holes in Tank Roof
This report is an important milestone for improving refinery safety across the State of California and effectively addressing many of the CSB’s safety recommendations contained in our Chevron refinery accident report released in April...
An explosion which occurred December 7, 2009, at the NDK Crystal manufacturing company in Belvidere, Illinois, fatally injuring a truck driver at a nearby gas station on the Illinois Tollway, resulted from corrosion in the walls of a pressure...
Quest Integrity Group introduces a new animation focused on the inspection and assessment of buried or inaccessible piping in nuclear facilities utilizing HYDRA™, an ultrasonic-based intelligent pigging technology.
Quest Integrity Group, a global leader in the development and delivery of advanced inspection and engineering assessment services and software products, introduces a new animation of its LOTIS (Laser Optic Tube Inspection System) technology.
Quest Integrity Group, a global leader in the development and delivery of advanced inspection and engineering assessment services and software products, announces the expansion of its RDVI service offering to North America.
Chevron U.S.A. Inc. has reviewed Anamet, Inc.’s technical evaluation of the piping samples taken from the Chevron U.S.A. Richmond Refinery following the August 6, 2012 incident.














