Introduction
A systematic approach is required when repairing hot-dip galvanized coatings on structural steel. A procedure should ensure that all work carried out when repairing hot-dip galvanized coatings on structural steel adheres to this systematic approach. Properly stipulated procedures, inspection, testing and resources are required for carrying out galvanizing repairs, which can be deemed as “Minor Repair” and “Major Repair.” Repairs covering < 155 square inch (0.1 square meter) are considered minor repairs and those covering > 155 square inch (0.1 square meter) are considered major repairs.
This article presents a step-by-step process for repairing hot-dip galvanizing of structural steel, starting from Surface Preparation, through Application, Inspection, and Completion-verification.
Repair of Hot-Dip Galvanized Coatings on Structural Steel
Surface Preparation
Surfaces to be coated should be cleaned via abrasive blasting to reveal the bare metal. Remove all oil and grease from the substrate, and obtain a good clean surface and anchor profile (depth per manufacturer’s or internal specifications) with no sharp edges. The only power tool alternative to abrasive blasting is SSPC SP 11. In order to avoid contaminating the metal surface, power tools used to clean carbon steel should not also be used to clean stainless steel. Furthermore, metals contacting stainless steel in the process of power tool cleaning should be CRA and not carbon steel.
Application – Covering less than 1.1 square foot – Termed as “minor” repair
Structural steel requiring repair should be identified and surface imperfections, such as weld spatter or sharp edges, should be removed before cleaning with a hand wire brush or power tool. Oil, grease, and other contamination should be removed by solvent cleaning per SSPC SP 1. Clean the area as per SSPC SP 11. This specification is suitable where a roughened clean, bare metal surface is required, but where abrasive blasting is not feasible or permissible. When bright metal is sought, power clean by wire brush or sanding disc. To ensure that a smooth reconditioned surface can be effective, surface preparation shall extend into the undamaged galvanized coating. Painting/Coating should take place as soon as surface preparation is complete and prior to the development of visible oxides. Areas to be repaired should be touched up with two coats of organic zinc-rich coating having a zinc dust loading of not less than 92% zinc in the dry film, such as ZRC “Galvilite” or ZRC “Cold Galvanizing Compound” Zinga. Final dry film thickness (DFT) should be at least 75µm to 125µm. Application can be by brush or spray. Spraying or brushing should be in a single application of multiple passes and should adhere to the paint manufacturer’s instructions. Care must be taken to not apply inorganic coatings too thick, as mud cracking may occur. Proper curing of the repaired area must take place before the item is placed into service. Ensure environmental conditions are suitable for the application of paint because weather conditions and steel temperature play an important part in the curing of all coatings..
Application – Covering greater than 1.1 square foot – Termed as “major” repair
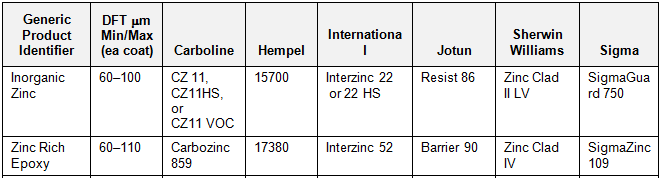
Structural steel requiring repair should be identified and surface imperfections, such as weld spatter and sharp edges, should be removed before surface preparation commences. Oil, grease, and other contaminants should be removed by solvent cleaning per SSPC SP 1. The area to be coated should be abrasive blasted as per SSPC SP 10. “Sand intact” galvanized surface to a feathered edge. Abrasives for blast cleaning should be clean, dry, and free of clay, oil, or other contaminants. Garnet should be used and should meet the requirements of SSPC AB 1 Class A. Neither surface preparation nor the application of coatings should take place unless the substrate is expected to remain above the dew point. The substrate temperature during coating application and curing shall be maintained between 50°F minimum and 109°F maximum. Relative humidity shall be below 85% during final surface preparation and coating application. Coating should take place as soon as surface preparation is complete and prior to the development of visible oxides. Apply by spraying a coat of zinc rich epoxy primer to a DFT of 60µm to 100µm (see Figure 1). Then apply the specified topcoat. Spraying should be in a single application of multiple passes and in accordance with the paint manufacturer’s instructions. Proper curing of the repaired area must take place before the item is placed into service. Weather conditions and steel temperature play an important part in the curing of all coatings.
Inspection - Dry Film Thickness (DFT)
The galvanizing thickness should be measured with a DFT gauge once galvanizing is completely dry. Dry film thickness of each coating should be within the 60µm (minimum) to 110µm (maximum) range. Primer of insufficient thickness should be completely replaced, followed by “total removal” in accordance with SSPC SP 10, which calls for no primer residues etc. Upon completion of corrective actions, coating thickness should be re-inspected to confirm that it is within the specified range (60µm to 110µm). The personnel performing the coating inspection or verification should either possess qualifications in accordance with NSF NS 476 (inspector level), should be a Certified NACE Coating Inspector, should meet Level II qualification requirements described in Section 6 of SSPC QP 5, or hold an equivalent qualification recognized within the industry.
Conclusion
A written procedure for coating can be developed based on the methodology described in this article and can be customized to use for any specific project in the Oil and Gas sector. The procedure should identify the structures, systems and components to be coated, the coating system and finish coat color to be applied, and the specific coating products to be used for each coat of each system.
References
- SSPC AB 1 Mineral and Slag Abrasives
- SSPC AB 2 Cleanliness of Recycled Ferrous Metallic Abrasives
- SSPC AB 3 Newly Manufactured or Re-Manufactured Steel Abrasives
- SSPC GUIDE 15 Field Methods for Retrieval and Analysis of Soluble Salts on Steel and Other Nonporous Substrates (SSPC Painting Manual, Ch. 9 – Technology Guides)
- SSPC PA 1 Shop, Field, and Maintenance Painting of Steel
- SSPC PA 2 Measurement of Dry Coating Thickness with Magnetic Gages
- SSPC QP 5 Standard Procedure for Evaluating Qualifications of Coating and Lining Inspection Companies
- SSPC SP 1 Solvent Cleaning
- SSPC SP 5 White Metal Blast Cleaning (NACE NO. 1)
- SSPC SP 10 Near-White Metal Blast Cleaning (NACE NO. 2)
- SSPC SP 11 Power Tool Cleaning to Bare Metal
- SSPC SP 12 Surface Preparation and Cleaning of Steel and Other Hard Materials by High- and Ultrahigh-Pressure Water Jetting Prior to Recoating
- SSPC VIS 1 Guide and Reference Photographs for Steel Surfaces Prepared by Dry Abrasive Blast Cleaning
- NS 476 Paints and Coatings - Approval and Certification of Surface Treatment Inspectors
- NACE SP0178 Fabrication Details, Surface Finish Requirements, and Proper Design Considerations for Tanks and Vessels to be Lined for Immersion Service
- NACE SP0188 Discontinuity (Holiday) Testing of New Protective Coatings on Conductive Substrates
















Comments and Discussion
There are no comments yet.
Add a Comment
Please log in or register to participate in comments and discussions.