| This article is part 3 of a 3-part series on High-Temperature Creep. |
| Part 1 | Part 2 | Part 3 |
Editor’s Note: This regular column offers practical insights into various damage mechanisms affecting equipment in the O&G, petrochemical, chemical, power generation, and related industries. Readers are encouraged to send us suggestions for future topics, comments on the current article, and raise issues of concern. All submissions will be reviewed and used to pick topics and guide the direction of this column. We will treat all submissions as strictly confidential. Only Inspectioneering and the author will know the names and identities of those who submit. Please send your inputs to the author at damagecontrol@inspectioneering.com.
Introduction
Part 2 of this three-part Damage Control series on high-temperature creep offered practical insights into engineering assessment methods and material testing approaches that facilitate accurate predictions of pressure component remaining life. Specifically, the Materials Properties Council (MPC) Omega Creep Method, as described in Part 10 of API 579-1/ASME FFS-1, Fitness-For-Service (API 579), was reviewed [1], and the creep rupture data described in API 530 for fired heater tubes, based on the Larson Miller Parameter (LMP), was rationalized [2,3]. Level 1 creep screening curves and Level 2 and Level 3 fitness-for-service (FFS) procedures for high-temperature creep were also outlined, including examples of advanced computational creep simulations on welded joints (where the effects of longitudinal weld seam peaking in low chrome, high-temperature piping were examined). Furthermore, useful Omega creep testing practices were elucidated, and commentary on the development of material properties for next-generation high-temperature alloys was presented.
Part 3 of this Damage Control series provides pragmatic strategies for mitigating high-temperature creep damage in typical pressure component alloys. Some of the creep damage alleviation approaches provided herein include general mechanical design, fabrication, and welding/heat treatment techniques, as well as optimization of equipment operating procedures, online monitoring (e.g., data acquisition schemes), and appropriate inspection/maintenance program strategies. Observations on material selection, including chemistry and microstructural effects, and the potential influence of other high-temperature damage mechanisms are presented. An overview of construction Code-based time-dependent allowable stresses is also offered, and insight into maximizing boiler/fired heater tube remaining life is outlined. Additionally, commentary on creep strength enhanced ferritic (CSEF) steels, used commonly in the power generation industry, and some of the critical factors that increase susceptibility to creep cracking in these materials (and mitigation schemes) are revealed herein. Lastly, sensible suggestions for effectively managing the risk associated with unanticipated hot spots in cold-walled (refractory-lined) pressure equipment are rendered in this article.
Commentary on Chemistry and Microstructural Effects
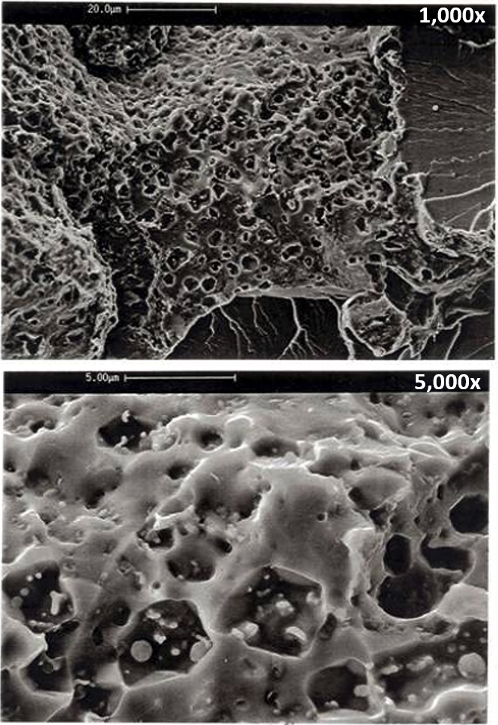
Considering the process of creep void formation and ultimately creep deformation occurs due to grain-boundary sliding (adjacent grains or crystals shift relative to each other), the higher the grain boundary area in a certain material, the greater the propensity for creep damage accumulation. The onset of creep voids often occurs at the boundary junctions of three or more grains and occasionally at nonmetallic inclusions. An example of creep void formation and coalescence (at the micro-level) associated with a weld failure in seam-welded, high-temperature piping is shown in Figure 1. Furthermore, creep void/deformation susceptibility and creep strength are grain-size dependent. As such, a larger grain size (e.g., coarser grains and therefore fewer grain boundary locations) improves creep damage tolerance and is known to minimize graphitization, in general [4]. This assertion explains why SA-515 Grade 70 carbon steel plate (typically produced with a silicon kill to promote a coarse grain microstructure) has historically been used for components operating at intermediate and higher service temperatures, such as boilers, relative to SA-516 Grade 70, which is typically used for equipment subject to moderate and lower temperature service environments. Note that ASME Section I, Rules for Construction of Power Boilers permits SA-515 Grade 70 to be specified up to design temperatures of 1,000°F, whereas SA-516 Grade 70 is restricted to design temperatures of 850°F [5]. Comparatively, SA-516 grades also have a slightly lower carbon content than SA-515 material grades, and they intuitively exhibit a finer grain structure. Additionally, normalization heat treatment processes also promote fine grain microstructures, which in turn increases the Charpy notch toughness (e.g., SA-516 Grade 70N). For this reason, normalized carbon steel is often used for moderately cold-temperature environments (whether due to process conditions or ambient temperature exposure) to mitigate the risk for brittle fracture.

















Comments and Discussion
There are no comments yet.
Add a Comment
Please log in or register to participate in comments and discussions.