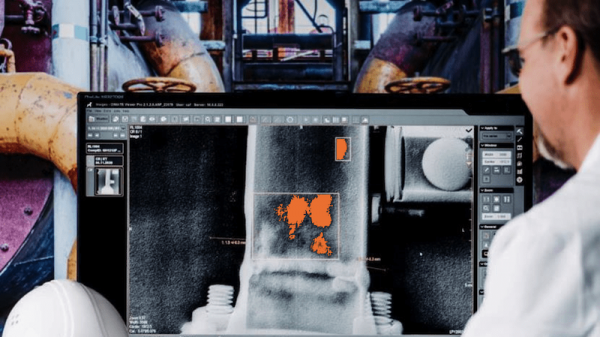
Nondestructive Testing (NDT) consists of a variety of non-invasive inspection techniques used to evaluate material properties, components, or entire process units. The techniques can also be utilized to detect, characterize, or measure the presence of damage mechanisms (e.g. corrosion or cracks). NDT is also commonly referred to as nondestructive examination (NDE), nondestructive evaluation (NDE), and nondestructive inspection (NDI). Many NDT techniques are capable of locating defects and determining the features of the defects such as size, shape, and orientation. The purpose of NDT is to inspect a component in a safe, reliable, and cost effective manner without causing damage to the equipment or shutting down plant operations. This is in contrast to destructive testing where the part being tested is damaged or destroyed during the inspection process.
NDT can be performed during or after manufacture, or even on equipment that is in service. In manufacturing, NDT inspections determine if parts are fit for a desired function. In other words, parts are inspected to ensure they will last a certain amount of time or cycles before failure. During operation, NDT inspections can be used to asses the current damage state of equipment, monitor damage mechanisms, and make informed decisions for remaining equipment life evaluations (e.g., RBI, FFS).
Overview of NDT Methods
NDT methods can generally be classified into two categories: conventional and advanced. Each method has its own characteristic advantages and limitations. More information on each test can be found in their respective Integripedia definitions.
Conventional NDT Techniques
Conventional methods are techniques that have matured over the course of decades and in this time, have become well-documented in codes, standards, and best practices. The setup and procedure of a conventional technique is typically simpler in comparison to advanced methods.
FREE RESOURCE: Click here to download a free primer on Conventional NDT.
Advanced NDT Techniques
Advanced methods tend to be less understood as they progress as emerging technologies, e.g. uncertain advantages or limitations, lack of technician qualification criteria, or little to no industry codification. Generally, the setup, procedure, and data interpretation of advanced methods is more complicated and can require specialized understanding and experience from a properly trained technician.
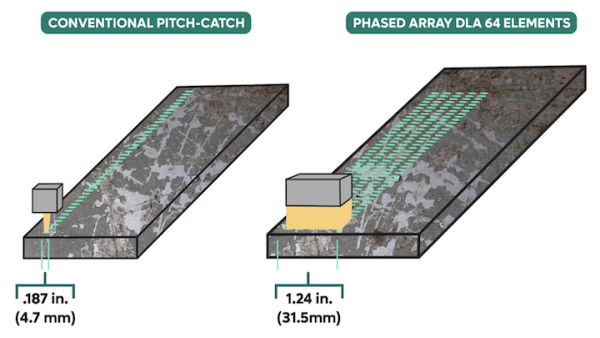
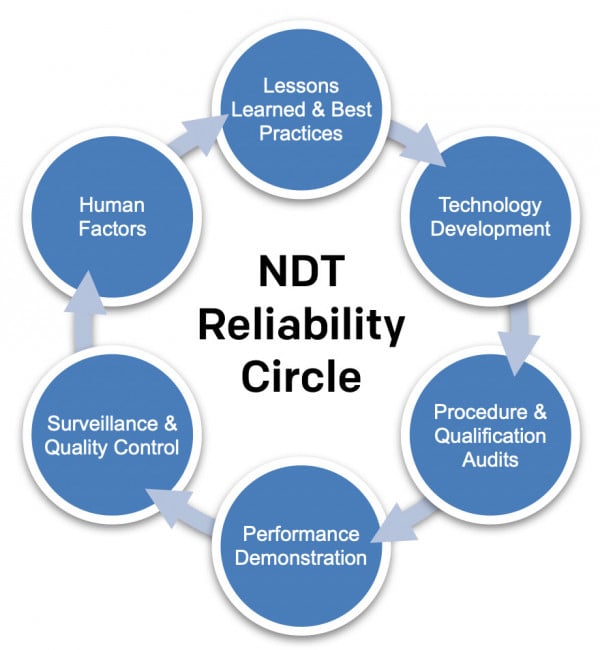
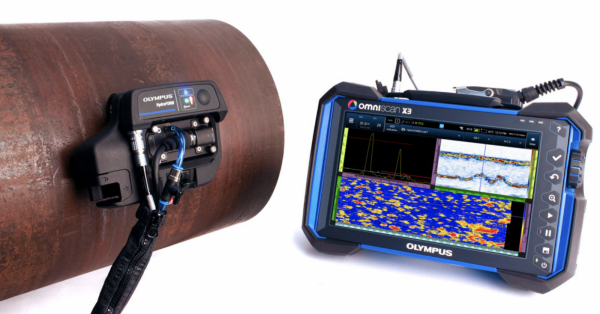
Furthermore, some methods can be further broken down into conventional and advanced techniques. Take two forms of ultrasonic testing for example, straight beam ultrasonic testing (UT) is a conventional technique used in simple applications whereas phased array ultrasonic testing (PAUT) is an advanced UT technique. As advanced techniques mature, new and more advanced versions of each emerge to start a new cycle of technical understanding and technician training.
Overall, NDT offers many advantages compared to destructive testing. The testing equipment is often portable and can be performed numerous times on a single component. The component itself can be thoroughly evaluated externally and internally for harmful flaws. The disadvantage is that the results are often qualitative and may be repeated and interpreted differently by various inspectors.
Industry Applications of NDT
NDT inspections are an integral part of the oil and gas and petrochemical industries, along with several other industries, including chemicals, aerospace, automotive, and defense. The overall goal of all these industries is to detect flaws in components to reduce failure and increase reliability.
In the petrochemical industry, NDT inspections are utilized throughout a facility’s lifecycle. This cradle-to-grave approach is an important element of asset integrity management. Furthermore, NDT inspections provide historical data about the facility’s process units and provide information on how often a component should be inspected, repaired, or replaced. Inspection intervals and tests may be changed depending on where the equipment is in its life-cycle (e.g. newly manufactured equipment vs. aging equipment). Performing multiple assessments throughout the equipment’s life-cycle may seem expensive. However, inspections conducted at specific intervals may end up saving an organization millions of dollars if testing reveals threats and equipment is repaired before shutting down the facility or experiencing a catastrophic failure.
The most common pieces of equipment that undergo inspection in the petrochemical industry are storage tanks, heat exchangers, pressure vessels, and piping systems. When planning an NDT inspection, there are four considerations one should account for:
- The type of damage mechanism to be inspected for
- The minimum detectable flaw size, shape, and orientation of the defect
- Where the defect is located (surface or internal)
- The sensitivities and limitations of the NDT method
With the above factors considered, operators can optimize facility production and increase personnel and environmental safety.
Codes and Standards
NDT is often prescribed by codes and standards for the fabrication of components, safety critical parts, and in-service equipment. Therefore, it is critical for all refinery, chemical plant, gas plant, and pipeline owners to have thorough understanding and experience in the interdisciplinary field of NDT. In addition to the factors listed above (Industry Application section) personnel should continuously develop knowledge about evolving technology and performing up-to-date procedures.
Specific codes, standards, specifications, regulations, and recommended practices may depend on the country and industry performing NDT. The following is a list of organizations (standards bodies) that develop and publish industrial codes, standards, and recommended practices for NDT methods relating to the oil and gas and chemical processing industries:
A complete list of regulations created by the U.S. government may be found in the Code of Federal Regulations (CFR). Regulations critical to the petrochemical and chemical processing industries can be found under Title 10, Energy, and Title 49, Transportation.1
Training and Certification
Levels of Certification
Many NDT programs have three levels of qualification. A brief description of Level I, Level II, and Level III qualifications are outlined below and found in the ASNT Recommended Practice No. SNT-TC-1A document.2
Level I: At the end of a Level I certification program, individuals should be able to perform specific calibrations, specific NDT, and specific evaluations to determine if a component should be accepted or rejected for service.
Level II: Level II individuals should have the same abilities as Level I individuals and additionally, should be able to set-up, calibrate, perform, and evaluate NDT results with respect to applicable codes, standards, and specifications.
Level III: The highest qualified level of NDT personnel should have the same abilities as Level II individuals and additionally, be able to develop and qualify procedures, establish and approve techniques, interpret codes, standards, specifications and procedures, and assign particular NDT methods to use in specific applications.
Certification Requirements
Requirements are based on a combination of training, examination, and experience. Training is based on an accumulation of training course outlines from the NDT Body of Knowledge document. More detail on the ASNT NDT Body of Knowledge can be found in the ANSI/ASNT American National Standard CP-105. The purpose of the Body of Knowledge is to describe the knowledge and skills needed for different levels of certification. Several types of examinations are also necessary to meet minimum requirements and to recertify. Individuals may have to take a written exam, specific exam, or a practical exam depending on the certification desired. Experience in NDT or NDT-related fields as well as on-the-job training programs are also considered for certification.
Accredited Bodies for Training and Certification
American Petroleum Institute (API) — API offers numerous Individual Certification Programs (ICPs) specific to NDT personnel in the petroleum and petrochemical industries.
American Society for Nondestructive Testing (ASNT) — ASNT is a globally recognized organization that offers credentials for NDT personnel in a broad range of industries. Current certification programs include ASNT NDT Level II, ASNT NDT Level III, ASNT Central Certification Program (ACCP), and Industrial Radiography and Radiation Safety Personnel (IRRSP).
British Institute of Non-Destructive Testing (BINDT) — BINDT is an accredited certification body and offers a Personnel Certification in Non-Destructive Testing (PCN).
International Standards Organization (ISO) — ISO 9712 (Non-destructive testing -- Qualification and certification of NDT personnel) is a published standard that details the requirements for qualification and certification of personnel that perform NDT.
Natural Resources Canada (NRCan) — NRCan manages the Non-Destructive Testing Certification Body (NDTCB) which offers a Canadian General Standards Board (CGSB) certification.
The Welding Institute (TWI) — TWI offers personnel credentials through their accredited CSWIP certification schemes.
References
- ASNT, 2016, “Codes and Standards Bodies Involved in NDT Industry,” American Society for Nondestructive Testing.
- ASNT, 2016, “Recommended Practice No. SNT-TC-1A: Personnel Qualification and Certification in Nondestructive Testing,” American Society for Nondestructive Testing.
Related Topics
Relevant Links
Topic Tools
Share this Topic
Contribute to Definition
We welcome updates to this Integripedia definition from the Inspectioneering
community. Click the link below to submit any recommended changes for Inspectioneering's
team of editors to review.
Contribute to Definition