Julian Speck: About the Author
Structural Integrity Department Manager, TWI Ltd.
Is this you? Please help us keep this page up-to-date by occasionally submitting your updated information.
Published Articles
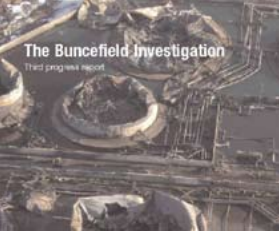
On 11 December 2005, fuel at the Buncefield storage ter- minal near London exploded. The incident and immediate aftermath were described in the March-April 2006 edition of IJ. The investigation into the disaster began at the end of January. Three progress reports have since been published. The first progress report dealt with the response to the incident, and the second with the environmental impact of the explosion.

On Sunday morning 11 December 2005, fuel at the Buncefield storage terminal located about 45km (28 miles) north-west of central London exploded, starting fires that have been described as the biggest of their kind in peacetime Europe, Fig.1. The terminal is a major hub on the UK's oil pipeline network and is the primary aviation fuel source for London's Gatwick, Heathrow and Luton airports.
A few years ago, TWI investigated a corrosion failure in a 30 inch crude oil pipeline that regrettably led to an explosion and fire, and the death of several operating personnel. The pipeline was designed to ASME B31.4 and the investigation found that corrosion resulted from the break-down of the external coating. The exposed area of pipe was too large for the cathodic protection system. Pitting corrosion initiated at several locations that coalesced over a large area to cause failure by rupture. The lost production from this failure was 300,000 bbl/d. The corrosion in this pipeline was not detected before failure. However, if corrosion is found in service pressure equipment, there are safe guidelines available for inspection engineers to assess the fitness-for-service (FFS) of corrosion damage.
The ultrasonic Time of Flight Diffraction (TOFD) technique was developed for the UK nuclear industry during the 1970s to provide a method for measuring the height of planar flaws. TOFD is now generally recognized as the most accurate ultrasonic technique for measuring the height of embedded planar flaws (eg. Cracks, lack of fusion, etc.) that lies perpendicular to the surface.
<p>Current BSI and ASME codes for the construction of pressure vessels, boilers and piping specify that post-weld heat treatment is required if the thickness of the components being welded exceeds a specified value. This value depends on the type of material being used, and varies from code to code. An alternative procedure is available for deciding whether or not PWHT is necessary to avoid the risk of failure by fracture. This involves conducting a fracture mechanics assessment using procedures such as those in BSI 7910, or API 579. The use of these procedures is permitted in the British pressure vessel standard BS PD 5500:2003.</p>

TWI's Members recently requested an evaluation of the instrumented indentation technique (IIT). IIT is claimed to be capable of determining tensile properties from a local indentation similar to a hardness test. TWI subsequently investigated the capability, usefulness and limitations of the IIT and some of the findings are reported here. IIT is sometimes known as ABI (automated ball indenter) testing. There are many manufacturers' o fIIT or ABI units that provide equipment and/or testing services. Two leading manufacturers of IIT equipment are Advanced Technology Corporation in the USA, and Frontics in Korea. In this investigation, FRONTICS kindly offered to collaborate with TWI on the project.
TWI's Members recently requested an evaluation of the instrumented indentation technique (IIT). IIT is claimed to be capable of determining tensile properties from a local indentation similar to a hardness test. TWI subsequently investigated the capability, usefulness and limitations of the IIT and some of the findings are reported here. IIT is sometimes known as ABI (automated ball indenter) testing. There are many manufacturers' o fIIT or ABI units that provide equipment and/or testing services. Two leading manufacturers of IIT equipment are Advanced Technology Corporation in the USA, and Frontics in Korea. In this investigation, FRONTICS kindly offered to collaborate with TWI on the project.

The number of FFS assessments carried out by inspection engineers is expected to increase in the future, as operators "sweat" their ageing process equipment. The parameters required for assessments can be quite complex and interdependent. Therefore, a multidisciplinary peer review (involving stress analysts, NDE experts and materials engineers) is often necessary before acting on the findings of the even the most regular FFS assessment. Operators and inspection engineers using FFS assessments would do well to learn from previous failures. Author:
Demanding cleaner fuels Environmental regulators drive refiners to introduce bottom-of-the barrel conversion hydroprocessing units, to produce cleaner fuels. These include hydrotreaters and hydrocrackers with reactors that operate at high temperature, and pressure and in the presence of hydrogen. (Catalytic reforming units are in the same category, with respect to the challenge of ensuring the integrity of reactor vessels).
The impetus for the development of LRUT is that ultrasonic thickness checks for corrosion, erosion, etc. are localised, in that they only measure the thickness of the area under the UT transducer.














