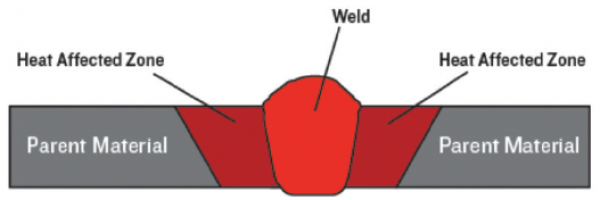

Welding is an essential part of operating and maintaining assets in the petroleum (upstream, midstream, downstream) and chemical processing industries. While it has many useful applications, the welding process can inadvertently weaken equipment by imparting residual stresses into a material, leading to reduced material properties.
In order to ensure the material strength of a part is retained after welding, a process known as Post Weld Heat Treatment (PWHT) is regularly performed. PWHT can be used to reduce residual stresses, as a method of hardness control, or even to enhance material strength.
Free eBook: Click here to download a more detailed overview of Heat Treatment.
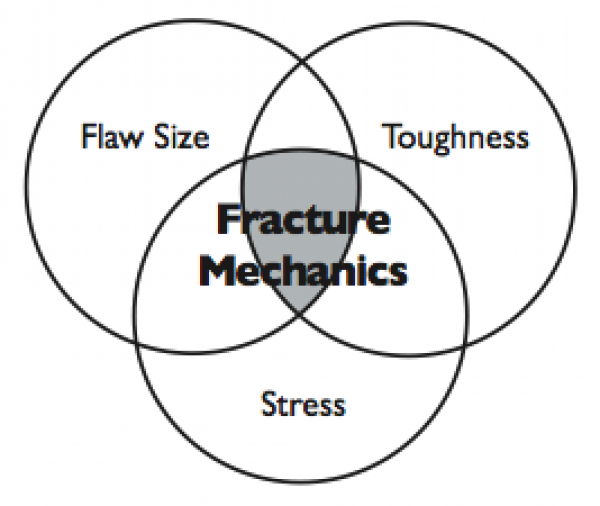
If PWHT is performed incorrectly, or neglected altogether, residual stresses can combine with load stresses to exceed a material’s design limitations. This can lead to weld failures, higher cracking potential, and increased susceptibility to brittle fracture.
PWHT encompasses many different types of potential treatments; two of the most common types are post heating and stress relieving:
- Post Heating:
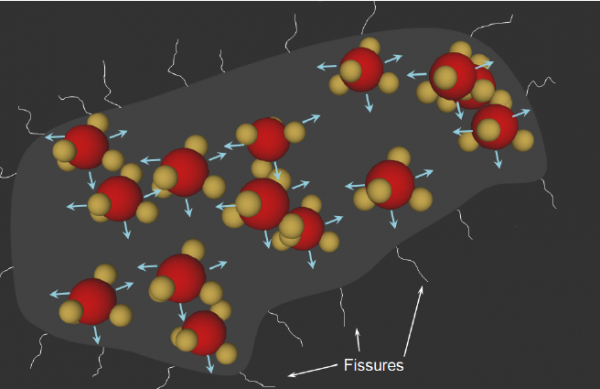
- Hydrogen induced cracking (HIC) often occurs when high levels of ambient hydrogen permeate into a material during welding. By heating the material after welding, it is possible to diffuse hydrogen from the welded area, thus preventing HIC. This process is known as post heating and should begin immediately after the weld is completed. Rather than being allowed to cool, the material needs to be heated to a certain temperature depending on the type and thickness of the material. It should be held at this temperature for a number of hours dependent on the thickness of the material.
- Stress Relieving:
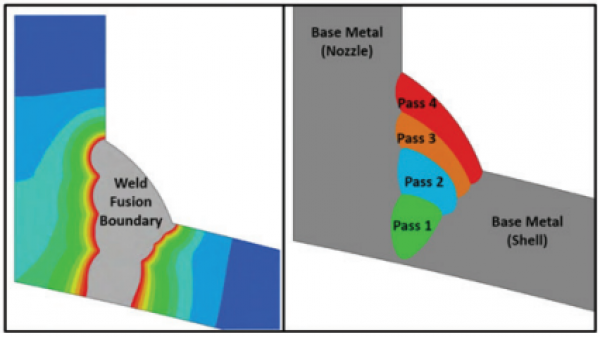
- By the time it’s complete, the welding process can leave a large number of residual stresses in a material, which can lead to an increased potential for stress corrosion and hydrogen induced cracking. PWHT can be used to release these residual stresses and reduce this potential. This process involves heating the material to a specific temperature and then gradually cooling it.
Whether or not a material should undergo PWHT depends on a number of factors, including things like its alloying system or whether it’s been subject to heat treatment previously. Certain materials can actually be damaged by PWHT, while others almost always require it.
In general, the higher the carbon content of a material, the more likely it needs PWHT after welding activities have been conducted. Similarly, the higher the alloy content and cross-sectional thickness, the more likely the material is to need PWHT.
References
- Funderburk, R. Scott, 1998. "Key Concepts: Postweld Heat Treatment." Welding Innovation Vol XV, No. 2.
- Ahmed Khaleel, Krishan J., 2002. "Post-Weld Heat Treatment – Case Studies," BARC Newsletter, Founder's Day Special Issue, pp 111-115.
Related Topics
Relevant Links
Topic Tools
Share this Topic



Contribute to Definition
We welcome updates to this Integripedia definition from the Inspectioneering community. Click the link below to submit any recommended changes for Inspectioneering's team of editors to review.
Contribute to Definition