Introduction
“The failure of this vessel weld joint was caused by improper PWHT (Post-Weld Heat Treatment) applied during vessel fabrication!” This is what a well-experienced API Inspector told me when I was just a young engineer. My internal instinct was to challenge the Inspector. How did he know what happened years ago when the vessel was fabricated? Fortunately for me, I didn’t vocalize my thoughts to that salty individual. I held my tongue (a rare event), until I could do some reading and research!
So here is what I learned after reading some articles. That “simple” process of PWHT is far more detailed than I thought. It’s not like putting a cake in the oven and waiting for the buzzer to go off. Things can go wrong and like the very smart Inspector said, improper PWHT can cause failures.
Welding and the Importance of PWHT
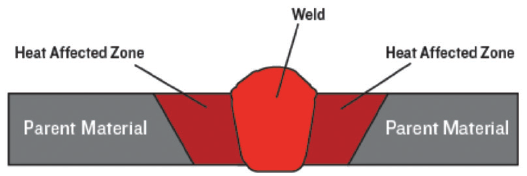
Welding is the process of melting base metal and weld metal together. Let me take a moment to elaborate on the three distinct components in the welding process (if you are not already familiar):
- weld metal
- base metal
- heat affected zone (HAZ), which is a narrow area between the weld and the base metal.
With the above in mind, a simple description of the science behind the weld will give us a better glimpse into the importance and potential challenges involved in PWHT:
- Grain structures of the HAZ differ from those of the base metal because it has been heated to a temperature just below the melting point of the material and then cooled quicker than the adjacent base metal. The maximum temperature reached, time at temperature and cooling rate determine the grain structure of the HAZ.
- Grain structures of the weld metal differ from the HAZ, because it too has been heated and cooled at a rate different from the HAZ and because it is a “casting” with a much different thermal and working history. With each successive weld bead, additional heat is applied to the weld below it, so each pass cools at a slower rate.
Unfortunately, mechanical, physical, and chemical properties within the HAZ are not always predictable or desirable and frequently cause problems. For example, in carbon steel and low allow steel, the HAZ can be very hard. As a result, this area can be brittle and commonly succumbs to various damage mechanisms (Caustic Stress Corrosion Cracking, Amine Stress Corrosion Cracking, sulfide stress cracking, stress-accelerated corrosion and many more mechanisms). In stainless steels and aluminum alloys, the corrosion resistance of the HAZ is diminished further than the adjacent base metal or weld metal. This can lead to a phenomenon called weld-decay, wherein the HAZ corrodes rapidly (i.e., stress accelerated corrosion/sensitization).
Proper post-weld heat treatment (PWHT) removes or minimizes the effects of these undesirable properties inherent in the HAZ. PWHT does this by changing the residual stresses and microstructure in the weld area.
















Comments and Discussion
Add a Comment
Please log in or register to participate in comments and discussions.