Welding Inspection
Welding Inspection Activities

The role of welding inspection is vital throughout the entire welding process, from the very early stages of planning through completion of the weld. Welding inspection activities are grouped into three different stages, as denoted in the figure above and outlined in the sections that follow.
Keep in mind that each of these checklists is abridged versions of what is shown in the Welding Inspection section of API RP 577, Third Edition. Refer to the recommended practice for further details on each stage.
Activities Prior to Welding
It’s crucial not to rush into welding operations without proper planning and preparation. The welding inspection activities that are performed prior to the actual operations can prevent a whole host of problems that might have arisen otherwise. Besides that, it’s easier (and generally less costly) to correct issues before they arise rather than after a weld has been completed.
Activities that should occur prior to welding include:
| Review applicable drawings, codes, standards, internal specifications, and welding documentation such as the WPS, PQR, and WPQ to understand weldment requirements. Review welding personnel requirements for those who will be performing the work. Review welding documentation (WPS, PQR, and WPQ) to make sure it is acceptable for the welding process. Verify that the NDE examiners, procedures, and equipment that are to be used are acceptable. Review the heat treatment and pressure testing procedures and equipment to confirm that they are acceptable. As appropriate, confirm that all filler materials, base materials, and backing ring materials are properly marked and identified. If required, verify the material composition of installed materials using PMI at the point of installation. Verify that the weld preparation, joint fit-up, and dimensions are correct. Verify that atmospheric conditions are acceptable. Verify that welding consumables such as electrodes, filler materials, fluxes, and inert gases are properly identified, segregated, and acceptable for the operation. |
Activities During Welding Operations
Since planning and preparation are completed prior to the welding operations, the objective of welding inspection during the operation should be to verify that the welding is being performed in line with the established procedures.
Activities that should occur during welding include:
| Review and verify the welding organization’s quality assurance and quality control audit procedures. Verify that the welding parameters and techniques being used are as listed in the WPS and WPQ. Complete physical checks, visual examination, and in-process NDE. |
Activities After Welding
After completion of the welding, it’s important to make sure that the quality of the final weld is appropriate for placing the weldment in service.
Activities that should occur after welding include:
| Visually inspect the appearance and finish of the weldment, looking for obvious defects. Verify that NDE is performed and review the findings to ensure code compliance. Verify that post weld heat treatment is reviewed and accepted in accordance with the specified procedure. Verify that a pressure test is performed, reviewed, and accepted in accordance with the specified procedure. Perform a final audit of the inspection package to identify inaccuracies and incomplete information. |
Nonconformances and Defects
Whenever nonconformances or defects are found during the welding inspection process, it’s important that they are addressed before any additional welding occurs. As the name suggests, a nonconformance means that the welding process is no longer conforming to the established procedures. Defects should be completely removed and reinspected and corrective actions should be taken to bring the weld back into conformance. This may even include reworking the weld altogether.
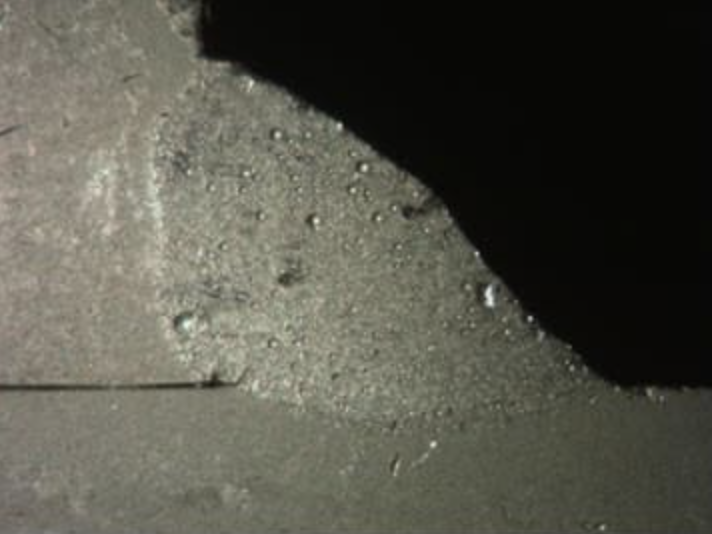
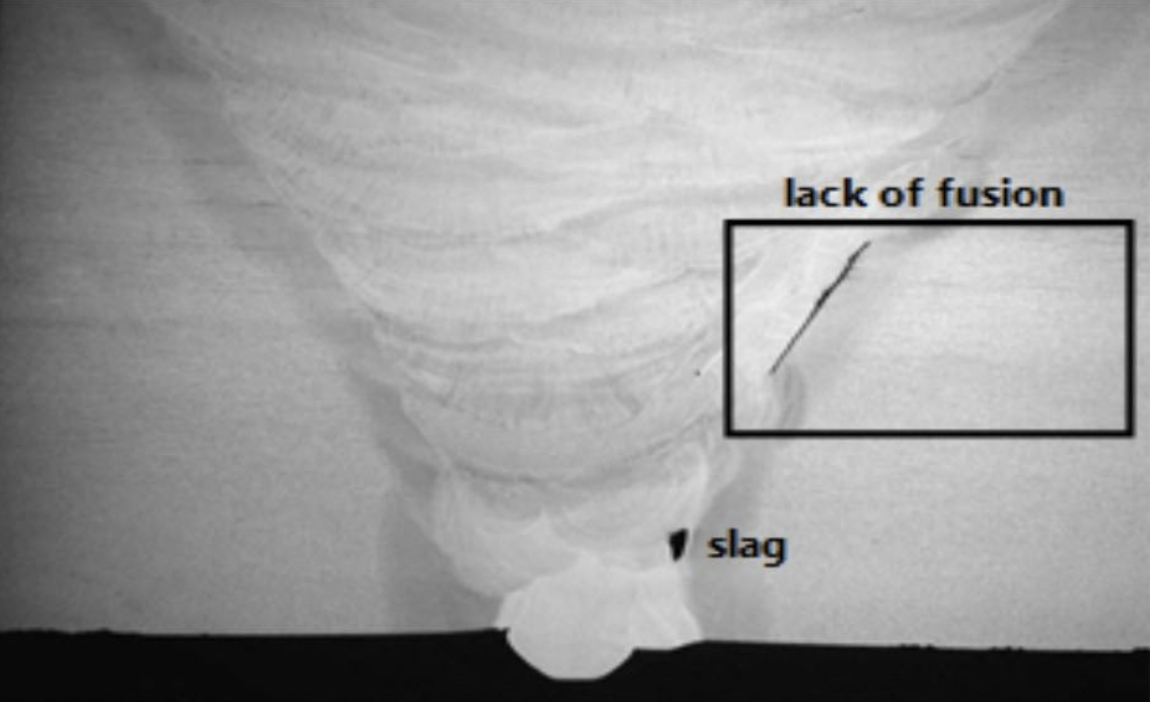
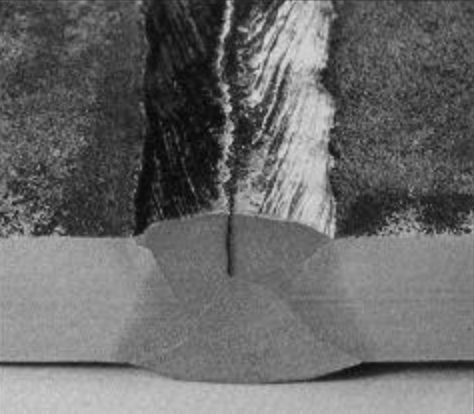
Some common discontinuities or flaws that can lead to defects or nonconformances include porosity, inclusions (slags or tungsten), incomplete fusion, incomplete joint penetration, undercutting, underfilling, and spatters, among many others. Table 2 of API RP 577, Third Edition contains a detailed table of discontinuities, including weldment locations that the flaws are commonly located.
Per the Inspectioneering Journal article, Impact of Welding Defects on Integrity of Equipment & Piping:
Welding imperfections such as cracks, porosity, lack of fusion, incomplete penetration, and spatter could be due to various causes, such as poor workmanship, design issues, incorrect material, improper weld procedure specifications, and/or an unfavorable environment. The impact of each defect varies from acceptable to not acceptable and must be either repaired or cut-out.
Therefore, it is important to ensure the quality and reliability of welds in equipment prior to placing it into service using nondestructive testing (NDT) methods and ensuring compliance with the requirements of international standards. Moreover, piping systems should be hydrotested to ensure the integrity and strength of the entire system. Some welding defects, however, can only be discovered while the facility is in operation, such as crack initiation. These defects will require engineering assessment, such as Fitness-for-Service, to determine the proper remedial action.
Image Gallery

Nondestructive Examination Techniques
Nondestructive examination (NDE) is a broad subset of inspection techniques that enable inspectors to examine materials without destroying their future usefulness. There are many different NDE techniques, each with its own unique applications, benefits, and flaws. When inspecting welds, inspectors may employ several different NDE methods to appropriately detect discontinuities and flaws.
The topic of NDE is vast and outside of the scope of this module. The table below briefly describes some commonly used NDE methods. If you would like to learn more about a particular NDE method, click on the button to view its Inspectioneering Integripedia entry.
| Visual Examination (VT): observation of exposed surfaces of the weld and base metal. This is the most extensively used NDE method for welds. | View on Integripedia |
| Magnetic Particle Examination (MT): the weld and HAZ are locally magnetized, creating a magnetic field in the material. Finely divided ferromagnetic particles are applied to the surface and are drawn to breaks in the magnetic field. MT is effective in locating surface or near-surface discontinuities in ferromagnetic materials. For added sensitivity, wet fluorescent magnetic particle (WFMT) techniques can be used. | View on Integripedia |
| Liquid Penetrant Examination (PT): utilizes fluorescent dye to reveal surface flaws using the principle of “capillary action,” a process where a liquid flows into a narrow space without help from gravity. PT can be employed on austenitic stainless steels where MT is not possible. | View on Integripedia |
| Leak Testing/Examination (LT): may be required by codes or specifications to determine system tightness or integrity. LT may also be performed during hydrostatic pressure testing to demonstrate containment of a sealed unit. | |
| Eddy Current Examination (ET): uses a magnetic field to create circulating currents in electrically conductive material. Discontinuities in the material alter these magnetic fields. ET can be used as a quick test to determine whether or not the components being joined during welding have the same material properties, and as a quick check for imperfections of the weld joint faces. | View on Integripedia |
| Radiographic Examination (RT): uses the change of absorption of radiation by solid metal and in areas of discontinuity to render graphical representations. Due to the hazard of radiation and licensing requirements, RT can be much more costly than other methods. | View on Integripedia |
| Ultrasonic Examination (UT): uses ultrasonic sound beams that travel in a straight line through the metal and reflect from an interface to produce graphical representations of imperfections. | View on Integripedia |
| Alternating Current Field Measurement (ACFM): an electromagnetic technique that is able to detect and size surface-breaking imperfections in various materials. It is less sensitive and more prone to operator errors than WFMT. |
Refinery and Petrochemical Plant Welding Issues
API RP 577, Third Edition provides an overview of some specific welding issues that are encountered by welding inspectors in refineries and petrochemical plants. We’ve briefly summarized these issues below, but we recommend that you refer to the corresponding section of the recommended practice to learn more.
- Hot Tapping and In-Service Welding: Hot tapping is a dangerous operation since the underlying piece of equipment is actively operating. Two primary concerns when welding on in-service equipment are (1) burn-through, which occurs if the unmelted area beneath the weld pool can no longer contain the pressure within the pipe or equipment, and (2) and cracking, which occurs when fast weld-cooling rates produce a hard, crack-susceptible weld microstructure.
- Lack of Fusion with GMAW-S Welding Process: The GMAW-S welding process causes a flash freezing effect of the weld pool, which leads to the potential for lack of sidewall and interpass fusion when welding thick wall metal. As such, the GMAW-S process has special restrictions in ASME Section IX that need to be taken into account.
- Caustic Service: Carbon and low alloy steels in caustic service are subject to caustic stress corrosion cracking, one of the most prevalent damage mechanisms in the industry. Additionally, austenitic stainless steels in high-temperature steam environments can be sensitive to caustic cracking.
- Controlled Deposition Welding: In certain situations, full PWHT may have adverse effects on equipment and piping. Controlled deposition welding (CDW) can be used in cases where PWHT is inadvisable. Keep in mind that the use of CDW or any other alternative method needs metallurgical review to determine whether or not it is suitable.
This project is a collaborative effort between Inspectioneering and The American Petroleum Institute. Click below to learn more about API's Individual Certification Programs.