Common Welding Processes
There are many different types of welding processes, some of which are more commonly used than others. In the refining and petrochemical industries, arc welding is the process that is predominantly used. Arc welding is a process that uses a welding power supply to create an electric arc (for creating heat) between a consumable or non-consumable electrode and the base material to melt metals at the welding point.
Breaking it down even further, there are multiple processes of arc welding that exist. Some of these processes, including their advantages and limitations, are described in the sections below.
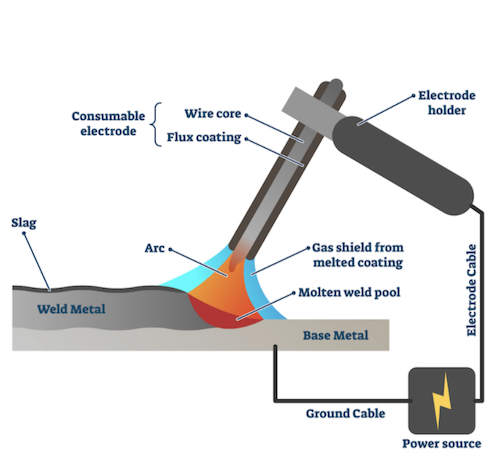
Shielded Metal Arc Welding (SMAW)
Shielded Metal Arc Welding (SMAW), also referred to as “stick welding,” is the most commonly used of the various arc welding methods (arc welding is a process using electricity to create enough heat to melt and join metals). This welding process uses a constant alternating current (AC) or direct current (DC) that flows through a flux-coated electrode to create an arc between the electrode and the metals to be joined. As the arc is created, the workpiece base metal and electrode metal melt together, forming a weld pool. The flux on the electrode decomposes as the electrode melts, shielding the arc. This flux prevents the weld from oxidizing with the surrounding air.
Key advantages and limitations of this arc welding process include:
Advantages:
- Due to it being the most commonly used form of arc welding methods, welders and equipment are readily available.
- The equipment is relatively inexpensive and the level of training required is lower than other forms of welding processes.
- Since the arc is shielded by flux coated on the electrode, SMAW is a great process in outdoor/high wind environments where shielding gas could blow away.
Limitations:
- SMAW produces slag on the weld that must be removed after every weld pass, at stops and starts, and before starting a new weld bead.
- Deposition rates (amount of filler metal that can be deposited expressed in pounds per hour) are lower than other processes such as GMAW.
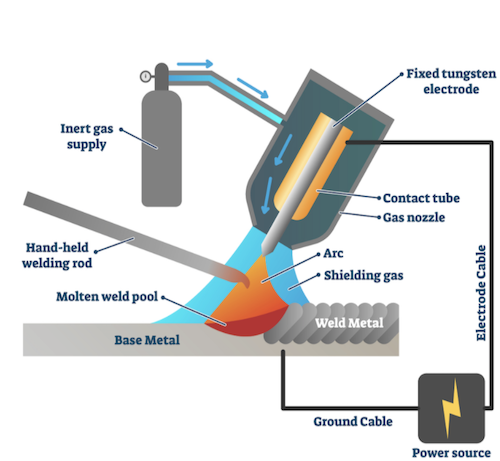
Gas Tungsten Arc Welding (GTAW)
Gas Tungsten Arc Welding (GTAW), also referred to as Tungsten Inert Gas (TIG) Welding, is an arc welding method that uses a non-consumable tungsten electrode and can be used with or without the addition of a filler metal. If a filler is used, a long rod is fed into the weld pool by the welder’s non-torch hand.
GTAW uses a constant AC or DC power supply. DC is typically performed with the electrode negatively charged and the workpiece being positively charged, which is known as direct current electrode negative (DCEN) polarity. DCEN welding offers deeper penetration and increased welding speeds. AC provides cathodic cleaning that removes oxides from the workpiece’s surface, which occurs during the portion of the AC wave when the electrode is positive. This effect is necessary when welding nonferrous materials such as aluminum or magnesium.
Key advantages and limitations of this arc welding process include:
Advantages:
- When done properly, GTAW produces high purity welds that are generally clean and free from defects. As a result, this method requires little post-weld cleaning.
- GTAW is useful for small fabrication due to it having excellent control of root pass weld penetration.
- GTAW can be used without any filler metal, depending on the workpiece, and is useful when welding nonferrous materials.
Limitations:
- GTAW has a very slow deposition rate and a low tolerance for dirty electrodes or contaminants on filler or base metals.
- Highly skilled welders are required due to the complicated technique involved with this process.
- Welding outdoors or in areas of high air turbulence can be difficult.
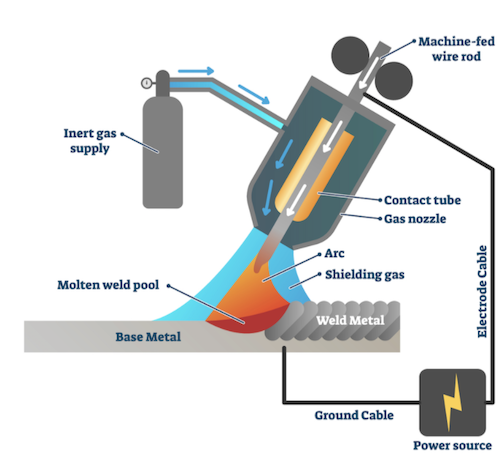
Gas Metal Arc Welding (GMAW)
Gas Metal Arc Welding (GMAW), also referred to as “MIG welding,” is an arc welding method that uses a thin wire fed from a spool inside the welder as an electrode. The wire flows from the spool through a tube, into a wire guide, and out the end of the welding torch. The welding torch has a trigger on it, and when activated the wire is continuously fed, the arc is struck, and argon shielding gas is released around the arc, all occurring simultaneously. The wire acts as filler metal in GMAW, so it is a consumable electrode.
Key advantages and limitations of this arc welding process include:
Advantages:
- GMAW is fairly simple to operate due to the fact that the trigger activates all three crucial steps of the welding process: arc, gas, and filler metal.
- The deposition rate is very high due to wire feeding.
- The shielding gas prevents slag, which allows for minimal post weld cleaning.
- GMAW works with most commercial metals and alloys.
Limitations:
- GMAW welding equipment is more complex, more costly, and less portable than SMAW welding equipment.
- Due to the shielding gas coming out from the nozzle, welding in high draft areas is difficult.
Flux Cored Arc Welding (FCAW)
Flux Cored Arc Welding (FCAW) is an arc welding process that uses a tubular electrode, cored with flux to weld the base metal. The equipment used during this process is very similar, and sometimes the same, as GMAW. The flux core wire is still drawn from a spool; however, special rollers are used to prevent the flux core electrode from being crushed. Similar to GMAW, the wire flows from the spool through a tube, into a wire guide, and out the end of the welding torch.
The two main types of flux core welding are self-shielded (FCAW-S) and gas shielded (FCAW-G). FCAW-S contains flux inside the electrode that completely shields the arc from the open atmosphere. FCAW-G uses shielding gas around the arc (similar to GMAW) as a secondary shielding to the flux-cored wire. The flux-cored wire electrode acts as a filler metal and shield in FCAW and therefore is a consumable electrode. FCAW is typically a DCEN process, but occasionally DCEP (reverse polarity) is used where the polarity is flipped and the electrode is now positive.
Key advantages and limitations of this arc welding process include:
Advantages:
- There is no added cost for shielding gas when using FCAW-S and there is no concern for welding in windy conditions since the arc is completely shielded by the flux core.
- FCAW-G commonly uses CO2 as a shielding gas which is cheaper than argon.
- FCAW-G has a very high deposition process.
- The slag left from the flux can help support and shape the weld base.
Limitations:
- FCAW produces slag on the weld, which must be removed after every weld pass.
- FCAW equipment is very complex.
- When welding a root pass, a backing material is required.
- FCAW-S is not recommended for pressure-containing welds.
- FCAW-S generates large amounts of welding fumes that require exhaust equipment.
Submerged Arc Welding (SAW)
Submerged Arc Welding (SAW) is an arc welding process that uses one or multiple arcs between a continuously fed (through a spool) flux-covered bare metal electrode(s) and the weld pool. Around the contact tip, there is a nozzle that has loose granular flux flowing out of it protecting and submerging the arc. Because the welding equipment is so heavy and cumbersome, SAW is not operated by hand and is usually an automatic or semi-automatic process. SAW can utilize either constant-voltage or constant-current power supplies. SAW is used extensively in pressure vessel and pipe manufacturing.
Key advantages and limitations of this arc welding process include:
Advantages:
- Since the process is usually semi-automatic or automatic, SAW has very high deposition rates.
- SAW consistently produces high-quality, repeatable welds.
Limitations:
- High amperage power supplies that can run at 100% duty cycle are required.
- The weld is not visible during the welding process since the flux covers it.
- SAW equipment is costly and not as portable as other processes, which generally limits its usage to shop applications or flat positions.

Stud Arc Welding (SW)
Stud Arc Welding (SW) is an arc welding process, typically DCEN, that uses a metal stud to weld to a base metal. SW is a specialized process that is usually used to weld large diameter rods/cylinders to the base part. In the petroleum industry, SW is mostly used to weld insulation and refractory supports to tanks and pressure vessels. The stud or fastener is placed in the head of the gun and then placed into contact with the base metal. Once the trigger is pulled, the stud is slightly lifted from the base metal and an arc starts to melt the base metal and stud together. Once the stud and metal are molten, the stud is plunged by pressure into the base metal, forming the weld in seconds.
Key advantages and limitations of this arc welding process include:
Advantages:
- SW has a high productivity rate since it is usually semi-automatic or automatic.
- The SW process can be operated in all welding positions.
Limitations:
- SW is primarily suitable for only carbon steel and low-alloy steels.
- Since it is so specialized, it can only be applied to a few applications.

Plasma Arc Welding (PAW)
Plasma Arc Welding (PAW) is an arc welding process that is a variation of GTAW. The difference is that the tungsten electrode is positioned within the body of the torch. This process is rarely used in the fabrication and repair of pressure equipment. Plasma Transferred Arc (PTA) and Nontransferred Arc or Plasma Spray (PS) are the two types of PAW.
With PTA, the arc is still created between the electrode and workpiece; however, the arc is constricted by the anode. Plasma or ionized gas is forced through a small hole at the end of the anode, helping constrict the arc. This makes the arc very focused on a small area and very hot (upwards of 20,000°F) allowing this process to achieve very deep weld penetration. Filler metal is deposited in the form of powder out of the anode. In the PS process, the arc is struck between the electrode and the anode (instead of the workpiece). PS is not applicable for strong welds and is instead used for the deposition of surface coatings.
Key advantages and limitations of this arc welding process include:
Advantages:
- Powdered filler metal opens up many material possibilities, like the addition of carbide, since one can mix one’s own filler metal instead of being restricted to wire type filler metals.
- PAW results in narrow welds due to arc concentration.
- It has a high penetration ability due to arc concentration.
- It has a lower total heat input.
Limitations:
- PAW equipment and maintenance costs are very high.
- PAW requires highly skilled welders due to the complicated technique involved in the process.
- Due to the anode restricting the arc, the torch is fairly bulky, making it difficult to weld narrow joints.
Electrogas Welding (EGW)
Electrogas Welding (EGW) is an arc welding process that is similar to GMAW in that a solid electrode can be fed into the joint. EGW is also similar to FCAW in that a flux-cored tubular electrode can be used. Typically, copper shoes are set up to bridge the gap of the joint on the two workpieces being welded. These bridges may or may not be water-cooled to help the welding process. In EGW, the weld is fed continuously with the wire, which is also the electrode, parallel to the workpieces. This causes the weld metal to continuously deposit at the bottom of the moving cavity. The arc is protected by an externally provided shielding gas. EGW is mainly applied in the construction of storage tanks, ship hulls, and pressure vessels and is great for welding very thick materials.
Key advantages and limitations of this arc welding process include:
Advantages:
- EGW usually allows for single-pass welding.
- EGW has high deposition rates and results in very little weld distortion.
- The ability to add beneficial alloying elements to the weldment exists.
Disadvantages:
- EGW has a low toughness rating.
- Being that the equipment is massive and guidance systems are required, setup time is lengthy.
- It requires shielding gas from an external source.
This project is a collaborative effort between Inspectioneering and The American Petroleum Institute. Click below to learn more about API's Individual Certification Programs.