| This article is part 1 of a 10-part series. |
| Part 1 | Part 2 | Part 3 Part 4 | Part 5 |
| Part 6 | Part 7 | Part 8 | Part 9 | Part 10 |
Introduction
Knowing what needs to be accomplished in order to achieve excellence in pressure equipment integrity (PEI) is one thing, but knowing how to organize it all for success is quite another. I have previously written numerous articles for the IJ about what all needs to be accomplished (1-2). In this article (and 10 articles to come with more details) I will show how to organize all this “PEI stuff” to achieve overall success in order to make sure that everything that needs to be accomplished, is accomplished using management systems (MS) and work process (WP) descriptions. Without an effective organizational strategy for PEI, many of the 101 essential elements of PEI (1) can “drop between the chairs” because there may be no management system in place to make sure that each element gets properly planned, scheduled and completed at appropriate intervals by a responsible party. However with an effective PEI MS in place, each site should be able to maintain pressure equipment integrity (i.e. no breaches of containment) and to achieve pressure equipment reliability (i.e. having pressure equipment available to function as designed to meet the business plan), both of which comprise PEI excellence.
Speaking of excellence, Vince Lombardi, one of the most famous football coaches in the history of the NFL, once said “Perfection is not attainable, but if you chase perfection, you will catch excellence”. I believe that to be very true and especially when it comes to implementing an effective pressure equipment integrity program. But what is excellence in PEI? It’s not “gold plating” nor overdoing nor spending too much on the PEI program. It’s simply doing everything that needs to be done, doing it right, doing it when it needs to be done, in order to create, implement and sustain the PEI program to avoid breaches of containment. Keep that definition in mind, as I will refer to it often as we proceed though a series of articles on the subject. Having effective management systems (MS) in place for all the PEI issues that need to be handled is the foundation for a successful PEI program.
But what is a management system (MS)? In my experience, it’s simply a compendium of all the necessary information that describes what must be done, why it needs to done, how it is to be done, and how often or when. Some operating sites then combine their PEI MS with PEI work process (WP) maps and descriptions to show who is involved and how the work flows, i.e. what comes first, next, last and in between plus what can be done in parallel and what must be done in series. Management systems are the input to the WP maps and descriptions. For the purpose of this series of articles, I will concentrate on creating, implementing and sustaining the MS, and will mention how WP maps and descriptions are also needed to achieve efficiency and effectiveness in the PEI program.
I recognize that there may be many ways to organize a PEI MS program for success, so I will present just one suggested way to do it, not the only way. Other ways to organize a PEI MS program may be equally effective, just as long as all necessary elements are included, scheduled and accomplished according to plan. This series of articles is intended for those organizations that may not yet be achieving excellence in PEI (see above definition) and that believe perhaps the way they are organized (or even disorganized) may be part of the problem. Without effective PEI MS, even if we know what needs to be done, we might be just “flailing at the wind”, as my grandmother used to say, rather than accomplishing what needs to be done effectively and efficiently to prevent breaches of containment.
The Ten PEI Management Systems
The way I see it, there are 10 essential MSs needed for an effective PEI program that can achieve excellence. I like to think of having all 10 of the necessary MSs for PEI in two filing cabinets, with 5 drawers each, i.e. 10 drawers total. Now before I lose half my readers right off the top who don’t put anything in those ancient metal cabinets any more, bear with me, as I’m old enough to still think that way, even though I well know we keep all our files nowadays stored electronically. Back on track; each of my filing cabinet drawers has one of 10 PEI MSs that contain all the necessary information that describe what needs to be accomplished, and how to accomplish it, in order to achieve success in PEI. So in my two PEI MS filing cabinets, I have one of these PEI MS labels on each of the 10 MS drawers:
- Management Leadership and Support for PEI
- Integrity Operating Windows (IOW)
- Management of Change (MOC)
- Deterioration Management and Control
- Risk Assessment and Inspection Planning
- Life Cycle Management
- PEI Codes and Standards
- Site Procedures and Work Processes for PEI
- PEI Record keeping and Data Management
- Continuous Improvement for PEI
Into each of these drawers, I will have multiple folders where I file all the procedures, standards, guidelines, work processes, best practices, engineering evaluations, failure analyses, metrics, etc. that I need in order to outline and operate a successful PEI program. For those who are more visually oriented learners like myself, those 10 PEI MSs are shown schematically in figure 1.
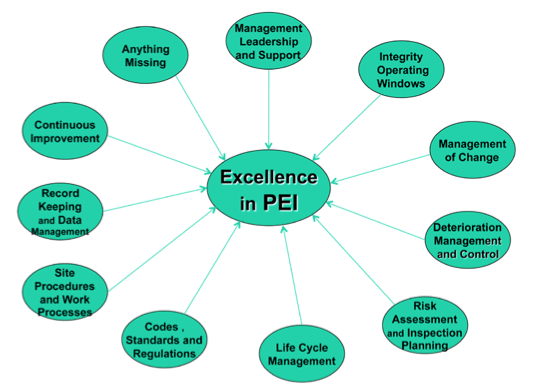
As you can see from the list of 10 PEI MSs above and in Figure 1, there is much more to a robust PEI program than just inspection procedures and standards. PEI is not just the result of a competent inspection program! It takes an effective multi-disciplined approach with management, operations, engineering, maintenance and inspection to accomplish what needs to be done to achieve excellence in PEI. All of these PEI MS need to be highly integrated in order to achieve success in PEI. Hence, if I were to draw figure 1 more accurately, there would be a double-ended arrow from each MS bubble to every other MS bubble on the diagram; but that would be too messy and the effect of the illustration would be lost; so you will just need to be aware that all those other arrows exist, even though they are not shown. Those operating sites, which still have each of their functions mostly “working in silos” and not effectively integrated with the other disciplines, will not be able to achieve the level of PEI success that is vital in today’s competitive environment that demands the utmost in cost containment and reliability.
Over the next 10 editions of the IJ, I will outline in more detail what is contained in each of these 10 vital PEI MSs, i.e. each drawer in the two filing cabinets. But, in this introductory article, I will pull it all together and present a high level summary of the contents of each of the 10 PEI MS enumerated above.
Management Leadership and Support for PEI
Like all 10 of the MSs in our filing cabinets, if you don’t have all the systems in place for management leadership and support for the PEI program, you are not likely to achieve the level of success needed. So this is a critical PEI MS, just like the other 9. In the best case when this MS is fully functional, the PEI group is following strong management leadership and support for the PEI mission and objectives, and as such, is “hanging onto the PEI rope on which management is pulling”. In the worst case, where management leadership and support is lacking, the PEI group spends a lot of time “pushing on the PEI rope”, and we all know what usually happens when we push on a rope.
This MS, management leadership and support for the PEI program, describes the systems and work processes that are needed from operating site and company management in order to provide the leadership and resources necessary to achieve excellence in PEI. Those resources include budgeting, staffing, training, certification, competency improvement, an attitude of shared stewardship of assets, PEI knowledge transfer to others who need to know, and management “walking the talk”. The Management Leadership and Support MS will also detail how it is connected to the other 9 PEI MS, especially the following IOW and MOC MS.
Integrity Operating Windows (IOW)
A comprehensive IOW program (3) is another MS that is critical for success of the PEI program, without which PEI failures and their consequences are probably going to continue, no matter how good the rest of your PEI program is. It takes solid team work between operations, process engineers and corrosion engineers, among others to establish and maintain an effective IOW program that will help to avoid PEI incidents. In the IOW MS, there are systems and procedures that describe how IOW’s are created and implemented, including how operators and others are to respond (corrective actions) to IOW alarms and variances (as well as how quickly they need to respond). Additionally, the system will include how changes are to be made to IOW’s once they are approved and implemented in the field. Further, the system will describe what process monitoring techniques and process sampling will be needed to provide assurance that the process stays within the established IOW limits. An item worthy of note is that the API, recognizing the vital role of IOW’s in achieving success in the PEI MS, has just recently approved the creation of a standard on how to go about creating and implementing IOW’s. As is the case with all other PEI MS, when I write about this MS, I will detail how it is connected to the other 9 PEI MSs, especially the Deterioration Management and Control MS.
Management of Change (MOC)
MOC for PEI issues is another one of the most important PEI MSs. There is a multitude of incidents that can be traced to changes that were made in the hardware or process chemistry without effective MOC that eventually caused a breach of containment. Changes to the hardware are typically easy to recognize. Changes to the process that might affect pressure equipment integrity are more difficult to recognize. Both must be included in the MOC process to ensure its effectiveness. Unfortunately, many who are involved more in the operation and process side of our business, sometimes make changes to equipment and process variables, assuming that any change in material degradation will be picked up in the next inspection. That’s simply not the way it works. An effective MOC process is vital to the success of any pressure equipment integrity management program in order for the inspection group to anticipate changes in corrosion or other deterioration variables, anticipate other potential effects and alter the inspection plan to account for those changes. Even when MOC is triggered for a process or hardware change to the facility, if experienced, knowledgeable people are not involved, asking the right questions, then the MOC process for avoiding breaches of containment could be flawed, leading to breaches of containment.
Deterioration Management and Control
This MS contains all the systems, work processes and procedures for controlling the rate and types of deterioration in pressure equipment, like all of those outlined in my articles on the Ninety Nine Diseases of Pressure Equipment (2) and those outlined in API RP 571 Damage Mechanisms Affecting Fixed Equipment in the Refining Industry (4). An experienced, knowledgeable corrosion/materials (C/M) engineer/specialist is central to the effectiveness of this MS because most of the technical work that this person does falls within this MS. The C/M engineer/specialist must have sufficient time in their schedule, not only to respond reactively to all the C/M issues that arise from time-to- time at an operating site, but also to proactively determine what issues might become a problem and to be able to prevent or minimize them before they lead to breaches of containment. Some sites are fooled into thinking that their chemical treatment vendor is all they need for corrosion control. Nothing could be further from the truth. As important as these people are, they are but one small aspect of the entire deterioration management and control MS, as I will outline in a succeeding article. And, as is the case with all other MSs, when I write the article about this MS, I will detail how it is connected to the other 9 PEI MS, perhaps even more so than any of the others.
Risk Assessment and Inspection Planning
Certainly the only person who is not aware of how important risk assessment is to inspection planning these days has been living in a cave these past 20 years. So as you would expect, it is another of the vital PEI MS, one that is closely associated with most other PEI MS, especially the previous one on deterioration management and control. Though the use of risk assessment in RBI (5-6) is core to our inspection planning activities these days (7-8), it’s not the only use of risk assessment in the PEI MS. As you probably have already experienced, and will see in one of my succeeding articles, risk assessment is also key in making turnaround work scope planning (T/A WSP) decisions which affect PEI, reliability centered maintenance (RCM), which may deal some of the non-integrity aspects of pressure equipment, and risk-based decision making (RBDM) processes, like the one in use to determine the best repair option for major repairs to large equipment. Though you can still do inspection planning with a time-based or condition-based method, rather than risk-based methodology, you will miss out on a lot of efficiency gains and may not understand what your biggest risks are and therefore may not be focused on them.
Life Cycle Management (LCM)
This PEI MS drawer is a large one. It contains many of the issues that are implemented in order to design, fabricate, install, maintain and eventually retire pressure equipment in order to achieve the lowest total cost of ownership over the life of the equipment. It could in fact be the name of the whole PEI MS filing cabinet, since everything we do for PEI is included in LCM in one way or another. However, some of the 10 PEI MSs are worthy of standalone drawers in our filing system, and whatever is left over ends up in this drawer. As such our LCM MS is closely related to and integrated with all other drawers in our filing cabinets, especially the next drawer on PEI Codes and Standards.
This PEI LCM MS contains all the necessary input to projects and maintenance in order to select materials of construction and design pressure equipment to avoid breaches of containment for the equipment to last the design life of the process unit. Following that is the appropriate PEI MS that specifies the necessary QA/QC during fabrication and installation to assure ourselves that we are getting exactly what we specified in the purchasing process. Inspection planning and execution is certainly a vital part of LCM, but as you can imagine it is a large enough PEI issue that it has its own PEI MS drawer. Once the inspection plan is executed, we must decide on whether the equipment is fit for continued service (9) or needs to be repaired or replaced (10). Those latter aspects of LCM fall into this PEI MS drawer. Any necessary QA/QC that needs to specified and applied during those repairs or replacements also falls into this PEI MS drawer. Finally, any work processes and procedures to protect idle equipment or to retire it are covered herein.
PEI Codes, Standards and Regulations
As the name implies, this PEI MS drawer contains all the necessary information on industry codes, standards, recommended practices and regulations that apply to PEI. As you can imagine, this is more of a library than a single drawer in our PEI MS filing cabinets, as it contains a large compilation of documents written by standards development organizations (SDO’s) like API, ASME, ASNT, ASTM, NACE, NB, etc. and various local, state and federal regulations that apply to pressure equipment in our industry. A new publication by the ASME provides excellent guidance on all the codes and standards in North America that apply to LCM of pressure equipment (11). These industry codes and standards cover the entire range of LCM from design through fabrication, construction, inspection, fitness-for- service evaluation, repair, replacement to retirement. For the most part they are outstanding documents which comprise best practice requirements and recommended practices from some of the industry’s top experts in their field of expertise working under the consensus building rules of the American National Standards Institute (ANSI). Companies that don’t make full use of the latest editions of these industry standards are missing the boat.
Site Procedures and Work Processes for PEI
To supplement the industry codes and standards, companies and their individual operating sites typically have their own company and/or site-specific standards, procedures and work processes; the purpose of these being to fill in gaps in the industry standards and to make the industry standards site-specific. Industry codes and standards provide a lot of valuable information, requirements and recommended practices to accomplish excellence in PEI; but because they need to be generic to apply to a wide range of organizations and practices in industry, some amount of site/company- specific procedures and work practices are very necessary in order to accomplish all the necessary tasks at your site. Some examples of company/site specific procedures and work practices include NDE procedures and contracting, maintenance contracting (for PEI issues), PEI planning for turnarounds, access to PEI engineering assistance when needed, PEI repair planning, etc.
One of the most important of site specific work practices is to indicate who is accountable and responsible to accomplish all the details in the PEI MS in the other drawers of our filing cabinets, and what is the role of not just the PEI group in maintaining pressure equipment integrity, but also the role of operations, maintenance, engineering and anyone else involved. Timing of each activity is another critical facet of the work process description of aspects each activity in each PEI MS. As I’ve mentioned in the high level description of each of the previous PEI MSs, this one is also totally integrated with the other 9 PEI MSs.
PEI Record Keeping and Data Management
This is perhaps one of the most mundane of the necessary PEI MS, but unfortunately also one that can be very ineffective and inefficient if not done well, thus taking a toll on the whole PEI process. In my 40 years of experience in this business, I long ago came to realize that if a site does not do this PEI MS well, then they are not likely to do well at any of the other 9 PEI MS, and subsequently are not likely to have a good record of PEI excellence (as defined earlier). Hence, I place a very high value on doing an excellent job of PEI record keeping and data management, not only for efficiency and effectiveness reasons, but for legal reasons. As we all know, regulators and courts of law take a very dim view of poor PEI record keeping. Clearly, computerized record keeping is nearly a requirement when it comes to keeping track of all the PEI data and information necessary to achieve excellence in PEI. As nearly everyone knows by now, Inspection Data Management Systems (IDMS) don’t function well with questionable and inaccurate data, and subsequently can take a huge toll on inspection productivity, let alone the possibility that the garbage-in garbage-out (GIGO) syndrome can also result in breaches of containment. And while this issue mostly affects the progressive inspection history files, we don’t want to overlook the need for good quality design and construction files as well as repair, alteration and rerating files.
Continuous Improvement for PEI
Last but not least as the saying goes, a high quality continuous improvement PEI MS is the hallmark of the best PEI programs that I know about. After all the foundational building blocks for a PEI program are in place and functioning effectively and efficiently, we come to all the methods and tools that allow us to make improvements in our program, especially if we have breaches of containment. In a succeeding article on this PEI MS, I will describe the various initiatives that can contribute to continuous improvement in PEI, including: incident and near-miss investigation and solution development, leak and failure analysis and reporting, PEI root cause analysis, learning from incidents, PEI networking (inter/intra company), company failure memory systems, PEI performance measurement metrics, PEI audits/reviews and causal learning. Without using and learning from some or all of these methods and tools, we can’t really improve our PEI programs and achieve PEI excellence.
Summary
So there you have it – a high level overview of the 10 PEI MSs that are necessary to achieve and maintain excellence in PEI, which is the bull’s eye of our PEI target. If all you want is “compliance”, whatever that is, then some may think they don’t need all this stuff. But in my 40 years of experience in this business, I take a dim view of those just seeking the minimalist approach for “compliance” with regulations. First of all with that approach, they rarely ever achieve or stay in compliance whether they want to admit it or not. And secondly, “compliance” is not the be-all end-all of a successful business plan. Whereas, pressure equipment integrity and the subsequent pressure equipment reliability are part of a good business plan. It takes PEI excellence to achieve the latter.
Note that when you look closely at figure 1, there is an extra bubble that might contain a PEI MS that you have at your site that I may have overlooked. If that is the case, then please let me know through editorial@inspectioneering.com, what that MS is all about and if I agree, I will alter my bubble chart to reflect a change. I find that these PEI MS are always improving and expanding to keep up with changing business conditions and requirements.

















Comments and Discussion
There are no comments yet.
Add a Comment
Please log in or register to participate in comments and discussions.