| This article is part 10 of a 10-part series. |
| Part 1 | Part 2 | Part 3 | Part 4 | Part 5 |
| Part 6 | Part 7 | Part 8 | Part 9 | Part 10 |
Introduction
In the first article in this series entitled How to Put It All Together – Guide to Organizing a Successful PEI Program, I provided an overview of the ten necessary Management Systems (MS) for a successful program to achieve excellence in pressure equipment integrity and reliability (PEI&R). This is the last out of the ten articles in this series. Clearly, Continuous Improvement (CI) has a major role in achieving excellence in PEI&R. All the advances we’ve made over the years in achieving excellence in PEI&R stems from our continuous improvement programs to apply new and better techniques and methods by learning from what has already occurred.
Finally in this article, I will show how the CI MS for PEI&R is fully integrated with the nine other important PEI&R management systems covered in this series. Nearly everything we do to improve all our PEI&R MS’s is the result of programs and practices that are included in the CI MS.
For purposes of review (or for those who may not have seen or perhaps may not remember the original article in the Sept/Oct, 2009 edition of the Inspectioneering Journal (IJ)), and in order to set the stage for this article on CI MS, I will repeat directly below, some of the same introduction included in the first article1 as well as the all the succeeding articles. The second article in the series covered Management Leadership and Support for PEI 4, and appeared in the Jan/Feb, 2010 edition of the IJ. The third article in the series covered Management of Change and Integrity Operating Windows for PEI 5, and appeared in the March/April, 2010 edition of the IJ. The fourth article in the series covered The Role of Corrosion Control in Achieving Excellence in Pressure Equipment Integrity and Reliability 6 and appeared in the May/June, 2010 edition of the IJ. The fifth article in the series covered The Role of Risk Assessment and Inspection Planning in Pressure Equipment Integrity and Reliability 7 appeared in the September/October, 2010 edition of the IJ. The sixth article in the series covered The Role of Life Cycle Management in Achieving Pressure Equipment Integrity and Reliability 8 and appeared in the January/February, 2011 edition of the IJ. The seventh article in this series, The Role of PEI Codes and Standards in Achieving Excellence in Pressure Equipment Integrity and Reliability 9 appeared in the May/June, 2011 edition of the IJ. The eighth article in this series appeared in November/December, 2011 edition of the IJ, The Role of Site Procedures and Work Processes for Achieving Excellence in Pressure Equipment Integrity and Reliability 10. And finally the ninth article in this series, The Role of Record-Keeping and Data Management in Achieving Excellence in Pressure Equipment Integrity and Reliability 11 appeared in the January/February, 2012 edition of the IJ. For those who would rather not review the introductory material right below, you can skip directly to the third section of this article which is labeled Continuous Improvement.
Knowing what all needs to be accomplished in order to achieve excellence in PEI&R is one thing, but knowing how to organize it all for success is quite another. I have previously written/published numerous articles about what all needs to be accomplished 1-3. In this series of articles I show how to organize all 10 of the PEI&R Management Systems (MS’s) to achieve overall success i.e. in order to make sure that everything that needs to be accomplished, is accomplished using PEI&R management systems and work process (WP) descriptions. Without an effective organizational strategy for PEI&R, many of the 101 essential elements of PEI&R2 can “drop between the chairs” because there may be no management system in place to make sure that each element gets properly planned, scheduled and completed at appropriate intervals by a responsible party. However with effective PEI&R MS’s in place, each site should be able to maintain pressure equipment integrity (i.e. no breaches of containment) and to achieve pressure equipment reliability (i.e. having pressure equipment available to function as designed to meet the business plan), both of which comprise PEI&R excellence.
Speaking of excellence, Vince Lombardi, one of the most famous football coaches in the history of the NFL (National Football League), once said “Perfection is not attainable, but if you chase perfection, you will catch excellence”. I believe that to be very true and especially when it comes to implementing an effective pressure equipment integrity and reliability program. But what is excellence in PEI&R? It’s not “gold plating” nor overdoing nor spending too much on the PEI&R program. It’s simply doing everything that needs to be done, doing it right, doing it when it needs to be done, in order to create, implement and sustain the PEI&R program to avoid breaches of containment. Keep that definition in mind, as I will refer to it often. Having effective management systems (MS’s) in place for all the PEI&R issues that need to be handled is the foundation for a long-term successful PEI&R program at all operating sites.
But what is a management system (MS)? In my experience, it’s simply a compendium of all the necessary information that describes what must be done, why it needs to done, how it is to be done, and how often or when. Some operating sites then combine their PEI&R MS’s with PEI&R work process (WP) maps and descriptions to show who is involved and how the work flows, i.e. what comes first, next, last and in between plus what can be done in parallel and what must be done in series. Management systems are the input to the WP maps and descriptions. For the purpose of this article, I will concentrate on creating, implementing and sustaining the MS, but will mention how WP maps and descriptions are also needed to achieve efficiency and effectiveness in the PEI&R program.
Note: For those of you who are more used to the term “mechanical integrity (MI)”, I use PEI&R throughout this article as somewhat of the equivalent of MI, but pertaining only to what I refer to as pressure equipment or what some others may refer to as “fixed equipment” or “stationary equipment”.
I recognize that there may be many ways to organize a PEI&R program for success, so I will present just one suggested way to do it, not the only way. Other ways to organize a PEI&R program may be equally effective, just as long as all necessary elements are included, scheduled and accomplished according to plan. This article is intended for those organizations that may not yet be achieving excellence in PEI&R (see above definition) and that believe perhaps the way they are organized (or even disorganized) may be part of the problem. Without effective PEI&R MS’s, even if we know what needs to be done, we might be just “flailing at the wind”, as my grandmother used to say, rather than accomplishing what needs to be done effectively and efficiently to prevent beaches of containment.
The Ten PEI&R Management Systems
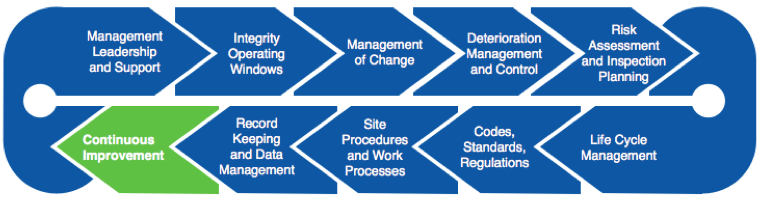
The way I see it, there are 10 essential MS’s needed for an effective PEI&R program that can achieve excellence. I like to think of having all 10 of the necessary MS’s for PEI&R in two filing cabinets, with 5 drawers each, i.e. 10 drawers total. Now before I lose half my readers right off the top who don’t put anything into those ancient metal cabinets any more, bear with me, as I’m old enough to still think that way, even though I well know we keep all our files nowadays stored electronically. Back on track; each of my filing cabinet drawers has one of 10 PEI&R MS’s that contain all the necessary information that describe what needs to be accomplished, and how to accomplish it, in order to achieve success in PEI&R. So in my two PEI&R MS filing cabinets, I have one of these PEI&R MS labels on each of the 10 MS drawers:
- Management Leadership and Support for PEI&R
- Integrity Operating Windows (IOW)
- Management of Change (MOC)
- Deterioration Management and Control (DM&C)
- Risk Assessment and Inspection Planning (RA&IP)
- Life Cycle Management (LCM)
- PEI&R Codes and Standards (C/S)
- Site Procedures and Work Processes (SP&WP) for PEI&R
- PEI&R Record Keeping and Data Management (RK&DM)
- Continuous Improvement (CI) for PEI&R
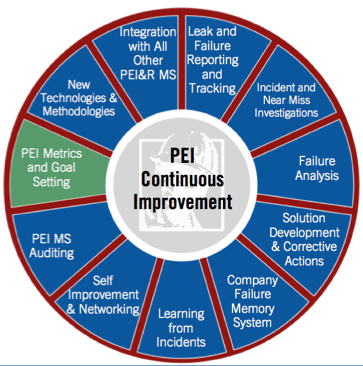
Into each of these drawers, I will have multiple folders where I file all the procedures, standards, guidelines, work processes, best practices, engineering evaluations, failure analyses, metrics, etc. that I need in order to outline and operate a successful PEI&R program. For those who are more visually oriented learners like me, those 10 PEI&R MS’s are shown schematically in figure 1, with the PEI&R MS covered in this article (CI) highlighted as shown.

As you can see from the list of 10 PEI&R MS’s above and in Figure 1, there is much more to a robust PEI&R program than just inspection planning, inspection execution, and data taking. PEI&R is not just the result of a competent inspection program! It takes an effective multi-disciplined approach with management, operations, engineering, technology, maintenance, procurement and inspection to accomplish what needs to be done to achieve excellence in PEI&R. All of these PEI&R MS’s need to be highly integrated with each other in order to achieve success in PEI&R. Hence, if I were to draw figure 1 more accurately, there would be a double-ended arrow from each MS bubble to every other MS bubble on the diagram. But that would be too messy and the effect of the illustration would be lost; so you will just need to be aware that all those other arrows exist, even though they are not shown. Those operating sites, which still have each of their functions mostly “working in silos” and not effectively integrated with the other disciplines (sub-optimized), will not be able to achieve the level of PEI&R success that is vital in today’s competitive environment in the energy and petrochemical industry that demands the utmost in cost containment and reliability.
Continuous Improvement (CI)
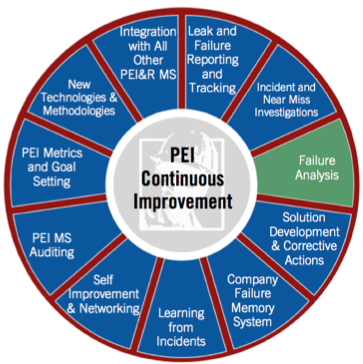
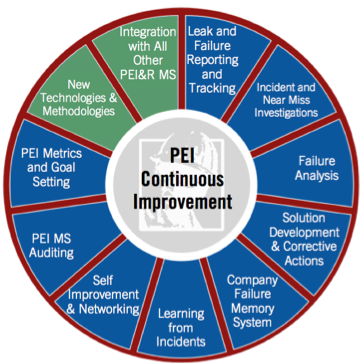
With the completion of the nine previous articles in this series, we have moved clockwise around the chart in figure 1 to about the 10 o’clock position to the highlighted Continuous Improvement (CI) MS. In figure 2 is the chart for the CI MS.

So let’s go around the chart in figure 2 clockwise to briefly summarize the major areas where Continuous Improvement (CI) should be contributing to PEI&R excellence at each operating site.
Leak and Failure Reporting and Tracking for PEI&R
At the 1 o’clock position on the CI MS wheel chart in figure 2, we start with Leak and Failure Reporting and Tracking in order to make continuous improvement in PEI&R programs. It almost goes without saying that we must report and track all our PEI leaks and failures if we want to understand and eliminate the causes that could result in future leaks and failures. For purposes of this issue, a PEI leak is defined as a release of hazardous substances or any other fluid from pressure equipment that could result in health/safety or reliability issues. As such, PEI leaks do not include small (almost undetectable) wisps of vapors or gases such as fugitive emissions from packing or gasketed joints that are only detected by sensitive instrument monitoring. Leaks can vary in size from an observable gasket leak or an unobservable CUI leak under insulation up to a pipe or vessel rupture. Not all leaks are failures. A gasket leak or valve packing leak can often be stopped by bolt tightening or other mitigative steps. A failure, on the other hand, involves the loss of mechanical integrity, as well as loss of containment, typically because of one of the damage mechanisms enumerated in API RP 571. Hence, it’s important that we track and record both leaks and failures in order to improve out PEI&R performance.
The better Inspection Data Management Systems (IDMS)12 will have that reporting feature built-in with various types of leak and failure reporting and tracking options. If that is not the case with your IDMS, then simple spreadsheets or other software systems can suffice. The combination of leaks and failures is just one of the many metrics which should be measured and tracked in quality PEI&R programs.
Do you track and report to your management all the appropriate leaks and failures of pressure equipment at your operating site?
Incident and Near Miss Investigations for PEI&R
At about the 2 o’clock position on figure 2 we come to Incident and Near Miss Investigations for PEI&R. This is clearly an essential element of the CI MS. Once a leak or failure has been reported using the leak and failure reporting process above, it is necessary to do a credible job of investigating so that the direct, contributing and root causes can all be understood. In fact, the management process for PEI&R investigations is so important that the API Subcommittee on Inspection (SCI) is putting together a recommended practice API RP 585 Pressure Equipment Integrity Incident Investigation standard. It is specifically targeted at incidents and near misses that involve or could have involved loss of containment. It’s currently in final balloting stages and I expect it to be published in 2013. It will provide three levels for doing PEI&R incident investigations, which will range from a from a simple, quick investigation up to a full blown root cause analysis (RCA). The three levels of PEI incident investigations in API RP 585 are described as:
- Level 1 – a simple one or two person investigation on low consequence PEI incidents that can be done in a fairly short period of time. Level 1 uses the evidence and the judgment and experience of the investigator to determine the causes.
- Level 2 – is a more thorough investigation of medium consequence PEI incidents that normally involves a small team and takes a bit more time to gather and analyze evidence and determine causes more accurately. The team uses casual factor or logic tree analysis to determine the causes.
- Level 3 – a more detailed investigation of high consequence PEI incidents that involves a team typically led by a trained/experienced root cause investigator. Level 3 investigations involve the gathering of much more evidence and conducting in-depth analysis and may take several weeks to complete. Level 3 uses a structured root cause analysis (RCA) methodology to determine all three types of causes (direct, contributing and root).
Which level of investigation you select will depend upon the seriousness of the consequence of the incident or near miss and the need to truly understand the root cause in order to avoid future incidents. Near misses are an important part of the investigation process, since understanding and reacting to near misses can prevent some actual PEI&R incidents from occurring. In the new API RP 585, a PEI near miss is defined as: The discovery of significantly more equipment degradation than expected or the discovery of process operating conditions outside of acceptable material degradation limits that did NOT result in a loss of containment or structural stability, but corrective action is needed to prevent the progression to a PEI failure.
All PEI&R incidents and near misses, even low consequence incidents, should be viewed as opportunities to learn through investigation in order to identify the causes and implement improvements to prevent a potential major failure.
Does your site do a good job investigating, understanding and reporting every PEI&R near miss and failure, especially those caused by damage mechanisms listed in API RP 571, in order to avoid future such PEI&R incidents?
Failure Analysis for PEI&R
At about the 3 o’clock position of the CI MS chart in figure 2 we come to the role of failure analysis (FA) in making continuous improvement in our PEI&R programs.
Unless it is clearly obvious, laboratory failure analysis of the component that led to the loss of containment is often vital to PEI investigations. In most cases, Level 2 and 3 investigations detailed in the pending API RP 585 standard should require appropriate components to have a formal laboratory analysis. Failure analysis will typically involve some form of metallurgical investigation of the failed component, but could also be an analysis on non-metallurgical components and entail chemical analysis of deposits that might be helpful in identifying corrosion deposits, corrosive fluids or fouling materials.
Sometimes it will be obvious from the outset which component failed and caused the loss of containment. But in bigger incidents because of the ensuing destruction and multiple equipment and piping failures due to the fire and explosion, it will not be so obvious which component failed first and which components may have failed due to the incident and consequence of the release (sometimes called knock-on or collateral damage effects). In the later case, multiple samples may need to be shipped from the site to the laboratory for analysis, not only to determine the physical cause of the loss of containment, but also to determine which pieces of equipment may have failed as a result of the consequences that followed the original failure.
Preparing the samples for shipment, handling the samples and shipping them needs to be sufficiently detailed with appropriate QA/QC to ensure that they arrive at the laboratory in the same condition that they were found at the site. Care to avoid potential handling and shipping damage will help to avoid erroneous or lack of conclusions during the failure analysis due to damage that did not actually occur during the incident. Shipping and handling protocol may need to specify type of packaging, type of crating, protection from the environment, need for desiccant, etc.
But even before investigators begin to define the protocol for FA work, they must decide where to send the samples for analysis. FA for PEI investigations should be performed by organizations competent, qualified and experienced in refinery and chemical plant failure mechanisms. Some large companies have their own in-house FA laboratories with competent, experienced personnel whom they can trust to provide them with quality failure analysis results. Companies that do not have that in-house resource should determine which contract engineering/metallurgical firms have appropriate skills, equipment and experience in refinery and chemical plant failure analysis that they can rely upon, preferably before they actually need that service. There are many companies in business doing FA that do not have much experience with API RP 571 type degradation mechanisms and therefore cannot be relied upon to do a credible failure analysis for refining and chemical plants. FA conducted for building failures, automobile wrecks, bridge collapses, etc. is very different than the FA that needs to be conducted to find the cause of an API RP 571 type damage mechanism.
The next major step in the FA part of a PEI&R incident investigation is to assemble, document and agree upon the various required steps in the laboratory failure analysis that is needed to support the PEI&R incident investigation analysis. The objective of this FA protocol is to perform metallurgical/material inspection, examination and testing of the selected physical evidence items in an effort to identify failure modes and contributing damage mechanism that caused the PEI incident, i.e. determine the immediate physical cause for the loss of containment e.g. chloride cracking, HTHA, stress rupture, temper embrittlement or any of the other 70+ damage mechanisms enumerated in API RP 571.
The investigation team should create a FA protocol with input of the selected FA laboratory. Decisions will need to be made about the kinds and amount of testing and examination that will be required, including such things as:
- Visual examination,
- Sample preservation,
- Physical measurements,
- Nondestructive examination,
- Cleaning methods and techniques,
- Sample cutting, extraction and marking,
- Macro and micro metallographic examination,
- X-Ray diffraction,
- Scanning electron microscope (SEM) examination,
- Chemical analysis,
- Energy dispersive x-ray spectroscopy (EDS) examination,
- Macro and/or micro hardness testing,
- Fracture surface examination,
- Deposit/residue collection and analysis, and
- Mechanical testing.
The amount and type of documentation at every step should be agreed upon and included in the FA protocol, including such things as:
- When, where and how much photographic and/or video documentation is needed,
- How much and what laboratory documentation is needed,
- The amount and type of sample marking/tagging,
- The need for hold points and witnessing of selected steps by members of the incident investigation team,
- At what point and when verbal reports of FA progress are needed, and details of what needs to be contained in the final report.
Does your site have a process for determining when component failure analysis is needed, how it is to be conducted and have a short list of reliable engineering service firms that can do a credible job?
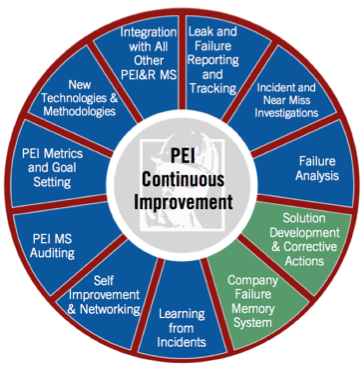
Solution Development & Corrective Actions
At about the 4 o’clock position of the CI MS chart in figure 2, we come to solution development and corrective actions. After you have reported and documented a PEI&R failure, and an investigation has been conducted to determine the cause of the failure, it is then vital to develop solutions and corrective actions to ensure that the probability of it happening again is reduced to an acceptably low level. Sometimes there will be several possible solutions requiring different levels of resources to implement. When that is the case, risk analysis is often beneficial to help determine the most cost-effective solution i.e. the solution that will in fact address the root cause at the lowest reasonable cost. For lower level investigations of lower consequence incidents or near misses, the solution may be relatively simple and can be implemented with few resources or involve some retraining or just changing a procedure. In more serious cases, solutions may require an engineering project of some magnitude.
Once the most appropriate corrective actions are selected, it will be necessary to devise a timeline for implementation to assure that corrective actions are in fact implemented in a timely manner to prevent future such incidents. Additionally it is useful for someone to be responsible to conduct “look backs” at an appropriate interval in order to determine if the corrective actions did in fact work out as expected and are being sustained in order to prevent future PEI&R failures.
Does your site always develop, implement and sustain the most cost-effective corrective actions for PEI&R failures and near misses and implement them in a timely manner?
Learning from PEI&R Incidents
Continuing around to about the 6 o’clock position on the CI MS chart in figure 2, we come to another important aspect of continuous improvement, which is a management system for Learning from PEI&R Incidents. This is simply a formalized, documented process to share information on PEI&R incidents widely with all stakeholders who could benefit from such information in order to help prevent PEI&R incidents from occurring again. When the process performs well, people remote from the operating process where the incident occurred and possibly even remote from your operating site will have the opportunity to learn from the PEI&R incident or near miss. Someone in the PEI&R discipline at your site should have the responsibility of seeking out and distributing PEI&R incident reports from other sites and other companies. The process should also have a mechanism for determining how your site will learn from such reports and what investigations or corrective actions might be implemented if your site is determined to also be susceptible to the failures reported. For example, company XYZ might report that it had an unusual high temperature failure when it did not expect it to occur. That report may make its way onto the internet, or be reported at an API or AFPM meeting. A process should be in place that designates someone at your site to be responsible for how your site will learn from reported PEI&R incidents that did not occur at your site.
Do you have a management system that ensures that your site will effectively learn from and respond to PEI&R incidents that are reported from other operating sites and even other companies when such reports are made public?
Company Failure Memory System for PEI&R
At about the 5 o’clock position in figure 2, we find Company Failure Memory System, which is another important component of the CI MS. It is simply a data base of all the PEI&R failures that resulted in a release of process fluids to the environment. Such a data base is essential for Learning from Incidents, covered previously. Clearly the people involved in the incident or near miss investigation, solution development, and corrective action implementation have the greatest chance of learning from each individual incident. But most people at your site as well as other operating sites will need to be able to retrieve incident and near miss investigation reports in order to be able to learn from them. That’s where a company failure memory system comes in. Each company should have an effective, user-friendly data base of PEI&R failures that serves to enlighten others who follow about the details on what happened, where it happened, how it happened, why it happened, and what corrective actions were implemented. This company failure memory system is even more important than the immediate sharing of the incident investigation report with others i.e. learning from incidents, as such reports will fade away from memories in a fairly short period of time.
Do you have an effective, documented practice in place in your company to capture PEI&R failure reports and incident investigations in perpetuity?
Self-Improvement and Networking
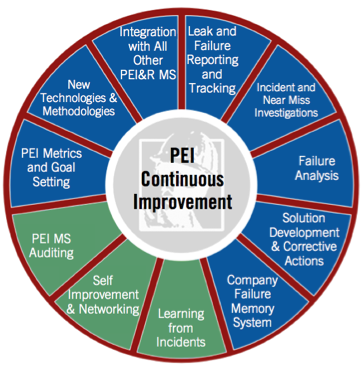
At about the 7 o’clock position on the CI MS chart in figure 2, we come to Self-Improvement and Networking. Clearly a key process for individual continuous improvement involves networking with other PEI&R technical people and learning more about PEI&R from periodicals and training courses. Some of the larger hydrocarbon process companies in our industry have the advantage of being able to form PEI&R networks of people from multiple operating sites in their company where information about a wide range of PEI&R issues is presented and discussed. Such networks may have periodic video and/or teleconferences in addition to face-to-face meetings. The best networks are involved in preparing company-wide PEI&R procedures and best practices to be followed at all company sites; whereas the least effective networks are not much more than “rump sessions” of benefit to only those individuals in attendance.
High performers in the PEI&R discipline will be constantly looking for ways to improve their knowledge of the 101 essential elements of PEI (2) and the ninety-nine diseases of pressure equipment (3) by studying, reading books on PEI&R and articles in periodicals such as the Inspectioneering Journal, attending select training courses and trade association meetings and conferences where PEI&R technical presentations and standardization occurs. Even at my ripe old age, I’m continuing to learn from my colleagues every year when I “rub shoulders” with them at API Standards meetings, ASME Post Construction Meetings, NACE conferences, IPEIA conferences, AFPM (formerly NRPA) Maintenance and Reliability Conferences, ASNT Conferences, and the API Inspection Summit (coming up in January again in Galveston). There are a host of other PEI&R meetings and conferences nationally and internationally where new PEI&R methods and technologies are presented and discussed. Get involved. Never stop learning in the PEI&R discipline.
Are you making maximum effort to improve your performance and knowledge of PEI&R issues by technical networking and self-improvement?
PEI&R Management Systems Auditing
At about the 8 o’clock position on the CI MS chart in figure 2, we come to auditing PEI&R management systems. Clearly PEI&R auditing is one of the most important methods for continuous improvements. Unfortunately the word “auditing” has recently become associated with more negative connotations like someone with stereotyped IRS characteristics coming into your facility and “beating you about the head and shoulders” because you are doing things “wrong”. However, I use the term “auditing” in a very positive manner to mean someone knowledgeable and experienced in PEI&R reviews your processes and procedures in order to suggest ways that you can be more effective, more efficient and make improvements in the PEI&R management systems that have been the subject of this entire series of articles. Over the years, I have witnessed great strides in improved performance by operating sites that have implemented effective internal, second party and third party PEI&R audits.
By way of explanation, internal audits are those that are conducted by people at the site on their own PEI&R procedures and practices (sometimes called first party audits). Second party audits would be those conducted by people from the same company, but from different sites or company headquarters. Whereas third party PEI&R audits would be those conducted by an independent company or outside consultants. Whoever conducts them, it’s crucial that such PEI&R audits are conducted by very knowledgeable and experienced PEI&R personnel, following an objective formalized process with a data base of specific questions and issues to be explored and reviewed. Knowledgeable and experienced PEI&R personnel are crucial because they will know how to interpret an answer when they hear it and ask follow-on questions and know when an answer does “not seem quite right”; whereas a trained auditor who is not knowledgeable in PEI&R issues will only be able to ask the question on his script and record the answers, without really understanding how to “deep dive” into an issue or when to explore an issue a bit further to get “all the information”. All three types of PEI&R audits can be effective if they are conducted by knowledgeable, experienced personnel who understand all the PEI&R issues and if the recommendations for improvements are implemented in a timely fashion.
I believe it’s useful to conduct annual internal audits on key PEI&R issues like inspection records and NDE practices. Second or third party PEI&R audits are useful on a tri-annual basis. I’m also a big fan of those second and third party audits that have a credible scoring system on questions weighted for their importance, relative to directly preventing leaks and failures, as a method of benchmarking your progress between audits as well as benchmarking the status of your PEI&R program relative to other sites which have undergone the same audit.
Do you conduct periodic internal PEI&R audits, as well as receive the benefits of second and third party PEI&R audits in an effort to find ways to improve upon your PEI&R management systems and their implementation?
PEI&R Metrics and Goal Setting
At about the 9 o’clock position on the CI MS chart in figure 2 is the issue of PEI&R metrics, sometimes called key performance indicators (KPI’s) and goal setting. It’s been said that “You can’t improve what you don’t measure”. There is some truth to that, though I also know that competent, knowledgeable PEI&R SME’s can make lots of improvements to PEI&R methods and processes without KPI’s. At the same time, it is important to measure and track some PEI&R KPI’s. The key to success with KPI’s is to choose the right metrics to measure and make sure the chosen metrics produce useful information that can lead to improvements. Too often we have PEI&R metrics because someone in management says we have to have them, so we create them to keep management happy, even though many of our metrics end up being a waste of time and resources. I’m a big fan of measuring the cost of PEI&R programs as well as the cost of failures because of inadequate PEI&R programs. One without the other can lead to misleading directives from management. Unfortunately we have no good way of credibly measuring the cost of all the PEI&R incidents that are avoided because of lack of excellence in PEI&R i.e. you can’t prove a negative. If we did, management would probably swamp us with resources to improve our PEI&R programs.
Another PEI&R metric that I like is PEI&R “saves”, which counts the number of unexpected finds made by inspection groups that end up avoiding lost production opportunities (LPO) i.e. shutdowns and slowdowns, as well as avoiding potential process safety incidents. For example, an inspector doing profile radiography or UT scanning on a hydroprocess REAC header finds a 4 inch spot of highly localized corrosion from ammonium bisulfide salts that would have ruptured the header if gone undetected much longer. Or another inspector finds HTHA cracking on a carbon steel flange weld by using AUBT pursuant to the API warning that the carbon steel curve in API RP 941 may no longer be valid for all cases.
Also important is that the data needed to satisfy the metrics has to be readily available and easily tracked in some software system. The time for manual data collection has passed. If you can’t collect the necessary data for your PEI&R metric with the “click of a few buttons”, then create the software and/or data bases to do it for you before you issue the metric. Plus be careful with what you measure. Some metrics can end up working against you when it comes to quality of results. For instance, if you have a metric for the number of units with RBI implemented, you could end up satisfying the metric while doing a poor job at implementing RBI. The metric needs to read something more like, “the number of process units with RBI implemented” (meaning the implementation meets a detailed specification on what it means to have a quality RBI program actually “fully implemented”). I’ve seen too many PEI&R metrics that became the goal in themselves i.e. “make the quarterly metrics look good” rather than the quality of the PEI&R issue that was being measured. Don’t fall into that trap.
Of course it’s important to evaluate our metrics and react to what they are telling us by setting goals for such things as reducing leaks in buried piping, improving our NDE productivity, improving our cooling water treatment to extend bundle service lives, increasing the amount of non-invasive inspections where appropriate, reducing the number of CUI leaks, completing the number of process units with an intensive review of IOW’s, reducing leaks at pipe support points, reducing the number of overdue inspections on storage tanks, etc.
Do you have an effective set of PEI&R metrics that are recorded and tracked from which you set goals for making improvements in PEI&R?
New PEI&R Technologies and Methodologies
Read Related Articles
- The Site Procedures and Work Processes for Achieving Excellence in Pressure Equipment Integrity and Reliability
- The Role of Corrosion Control in Achieving Excellence in Pressure Equipment Integrity and Reliability
- The Role of Record-keeping and Data Management in Achieving Excellence in Pressure Equipment Integrity and Reliability
- The Role of Risk Assessment and Inspection Planning in Achieving Excellence in Pressure Equipment Integrity and Reliability
- How to Put it All Together - A Guide to Organizing a Successful PEI Program
At about the 10 o’clock position on the CI MS chart in figure 2 is the issue of new PEI&R technologies and methodologies. This continuous improvement issue is of course very closely related to the reasons for the networking and self-improvement aspect of continuous improvement; but I have singled it out for special attention because of some of the significant advancements in the PEI&R discipline and especially the rapid pace of change and improvements in NDE technology. I started in the PEI&R business back in the 60’s when our methods and tools were fairly primitive. Just before my time, we had “advanced” from measuring thicknesses with J-hooks thru screwed plugs in pressure vessels up to analog ultrasonic meters with needles that “wandered” over a the range of thicknesses on the meters that existed before the digital age transpired. Most of our inspection planning was simply time-based i.e. every turnaround and there was only primitive fitness-for-service analysis i.e. “looks OK to me” or “I think we better repair it”. So you can imagine how enthralled I am with the current state of the art of RBI, FFS, NDE and all the other advancements in PEI&R methods and techniques. Now we have In-Line Inspection (ILI), Digital RT (DRT), Phased Array UT (PA-UT), Guided Wave UT (GW-UT), and even Magnatometry, plus a host of other NDE advances to help us find and measure PEI flaws before they result in failure.
One of the most important things I did in my PEI&R career was to surround myself with NDE specialists who really understood the technical details as well as advantages and limitations of each of these advanced NDE technologies. If you don’t have those SME’s in your company, I highly recommend you find a trusted NDE SME who you can lean on for guidance when you try to understand and apply NDE black box technology. The best purveyors of such technology will help you understand both their advantages and limitations and what their technology and can and can’t do; but unfortunately those suppliers are not always the norm. Some, though not all, of those NDE SME’s attend the NDE Technology Meeting at the semi-annual API Standards meetings. The next one is during the week of November 12, 2012. Hope to see you there.
Besides the rapid advancement of NDE technology, PEI&R methodologies have experienced significant advances in the last decade. I certainly don’t need to tell you about the advances in RBI and how advantageous it is over the time-based inspection (TBI) and condition-based inspection (CBI), as there has much written and presented about RBI. If you don’t know by now, I am a huge proponent of RBI, but only when it is implemented properly. I have witnessed several companies make false starts with RBI, only to have RBI get a bad name within the company when it was not properly implemented. If you’re not prepared to do it right in accordance with API RP 580, I highly recommend that you don’t do it at all because you are not likely to succeed. The new chapter 18 in the second edition of API RP 580 dated November 2009 outlines a number of pitfalls to be avoided when implementing RBI. Not the least of which is to make sure you have your entire management team on board with RBI implementation and ready to support the implementation process with the necessary team participants outlined in API 580. It also pays to implement RBI as a project, spear-headed by an RBI SME and champion, who is dedicated to its success. Don’t expect to outsource the entire implementation to an RBI vendor without complete involvement and immersion of your inspection department. That’s another formula for RBI failure.
Remember when it comes to PEI&R technology and methodologies, “Yesterday’s excellence is today’s standard and tomorrow’s mediocrity.” You gotta keep up! Speaking of today’s standard, the API Subcommittee on Inspection (SCI) does a great job at incorporating these changes in PEI&R technologies and methodologies into their repertoire of In-Service Inspection (ISI) codes and standards, by updating them at least every five years in accordance with the ANSI standardization process. But that process takes time to discuss and reach consensus upon what is now “standard practice” and “best practice”. So by definition, when new technologies and methodologies show up in the latest editions of the SCI standards, they’ve been around for some time. So there are two messages there. If you’re not keeping up the latest PEI&R technologies and methodologies, you’re falling behind; and if you wait until you find out about new technologies and methodologies by seeing them included in the latest edition of API SCI standards, you’re way behind. But believe it or not, there are a number of operating sites that are still using outdated editions of the API SCI codes and standards. All of them have been substantially updated and improved in the last five years; as well as new ones issued. I sure hope you are using the latest editions. The Inspectioneering Journal is trying very hard to keep you up to date by letting you know in advance of pending changes.
How well are you keeping up-to-date with the numerous advances in PEI&R technology and methodology?
Integration of the CI MS with Other PEI MS's
Finally at about the 11 o’clock position on the CI chart in figure 2, we come to integration of the CI MS with all nine of the other PEI&R MS’s in figure 1. As was mentioned in previous articles in this series, all 10 of the PEI MS’s are highly integrated with each other in order to achieve excellence in PEI&R management at each site. Just as the articles about the previous nine PEI&R MS’s are heavily integrated, the CI MS is highly integrated to every other PEI&R MS bubble shown in figure 1. Every single management system in Figure 1 is dynamic, not static. The CI MS is where we monitor and measure progress and improvements in the other nine PEI&R MS’s. PEI&R technology and methodology is constantly changing. It’s advancing. Keep up or fall behind. The choice is yours.
I hope by now that all readers have come to understand that even though each of the ten main management systems for PEI&R are described separately in each article, complete integration between all MS’s is the web that holds them all together to produce excellence in PEI&R, i.e. no high consequence PEI leaks, no PSM incidents due to PEI issues, and no unplanned outages due to PEI&R issues.
Summary
As you can see from the foregoing, the Continuous Improvement MS is another of the ten primary keys to success in achieving overall PEI&R excellence and is highly integrated with all nine of the other PEI&R MS’s shown in figure 1. The most important aspect of Continuous Improvement (CI) for PEI&R is that it be applied to all nine of the other PEI&R MS’s. Is that the case at your site? Or are you too busy with the daily routine to focus on continuous improvements in PEI&R?
Does your site have other key CI methods that I may have overlooked and that need to be mentioned in this article on the CI MS? Or perhaps you know of some key activities that I overlooked that might fit into one of the other 9 PEI&R MS’s in figure 1. If that is the case, then please let me know through tij@gte.net, what your CI MS is all about and if I agree, I will alter my bubble charts to reflect a change. I find that these PEI MS’s are always improving and expanding to keep up with changing business conditions and requirements.
With this article, I will have now completed the entire series on all ten PEI&R MS’s that are vital to the success of any PEI&R program in the hydrocarbon process industry. Stay tuned to the Inspectioneering Journal as there is more to come. In the near future I will be writing articles about the current status and coming changes in the API Inspection Certification Program and another on Competency Improvement Programs for PEI&R Engineers and Inspectors.
References
- How to Put it All Together – A Guide to Organizing a Successful PEI Program, John T. Reynolds, Principal Consultant, Pro-Inspect, Inc., Inspectioneering Journal, July/August edition, 2009.
- The 101 Essential Elements of Pressure Equipment Integrity Management for the Hydrocarbon Process Industry, John T. Reynolds, Inspectioneering Journal, A 13 part series of articles from May, 2000 to May, 2002; also published in its entirety by the NPRA, Reliability and Maintenance Conference, May, 2003.
- Ninety Nine Diseases of Pressure Equipment, John Reynolds, Shell Global Solutions (US) Inc., Inspectioneering Journal, Parts 1-12, Jan 2003 – Mar 2006.
- Management Leadership and Support for PEI&R, John T. Reynolds, Inspectioneering Journal, Jan/Feb 2010.
- Management of Change and Integrity Operating Windows for PEI&R, John T. Reynolds, Inspectioneering Journal, March/April 2010.
- The Role of Corrosion Control in Achieving Excellence in Pressure Equipment Integrity and Reliability, John T. Reynolds, Inspectioneering Journal, May/June, 2010.
- The Role of Risk Assessment and Inspection Planning in Pressure Equipment Integrity and Reliability, John T. Reynolds, Inspectioneering Journal, Sept/Oct, 2010.
- The Role of Life Cycle Management in Achieving Excellence in Pressure Equipment Integrity and Reliability, John T. Reynolds, Inspectioneering Journal, Jan/Feb, 2011.
- The Role of Codes, Standards and Regulations in Achieving Excellence in Pressure Equipment Integrity and Reliability, John T. Reynolds, Inspectioneering Journal, May/June, 2011.
- The Role of Site Procedures and Work Processes in Achieving Excellence in Pressure Equipment Integrity and Reliability, John T. Reynolds, Inspectioneering Journal, Nov/Dec, 2011.
- The Role of Record-Keeping and Data Management in Achieving Excellence in Pressure Equipment Integrity and Reliability, John T. Reynolds, Inspectioneering Journal, Jan/Feb, 2012.
















Comments and Discussion
There are no comments yet.
Add a Comment
Please log in or register to participate in comments and discussions.