Refractory Installation
Immediately before installation, the surfaces of the component that is being lined are cleaned thoroughly in a process known as surface preparation. Furthermore, if new refractory is being installed into a piece of equipment with existing refractory, the older refractory is removed and the anchoring system is typically replaced.
Anchor Installation
Before the refractory material can be applied, the anchoring system is installed. It is important that the installer use the correct welding rods and anchoring system that is appropriate for the processing unit and type of refractory being installed. Since anchors are usually constructed of stainless steel and then welded to carbon steel, the dissimilar metals can lead to metallurgical issues if the proper precautions are not followed.
API 936 provides the following guidance on anchor preparation:
- Anchors shall be cleaned of spatter and foreign materials before refractory is installed.
- For multilayer linings, anchors for the hot-face layer shall be protected and kept free of all backup refractory and foreign material before application of the hot-face layer.
- If anchor leg coverings are required, placement of the coverings shall be confirmed immediately before refractory placement.
- Application of Refractory Materials
Applicators may use one of several installation methods, each of which have their own set of procedures and specifications.
Gunning involves shooting refractory powder through a pneumatic gun. In the case of dry gunning, refractory is mixed with water prior to charging into the gun. In the case of wet gunning, the gun contains a water ring that applies water to the refractory powder at the nozzle of the hose.
Casting involves combining a dry mix and water in a mixer to create a material that is then poured into place.
Curing and Dryout
After installation, refractory materials should be kept wet to allow for curing for a set amount of time prior to drying. Curing processes vary depending on the material, but manufacturers generally provide recommendations to follow.
After the refractory has cured and leading up to start-up of the unit itself, the material should go through a process known as dryout. Dryout is used to remove water that was added during the mixing process. This process is important to the overall quality of refractory applications. During dryout, the refractory material is heated by the equipment itself and follows a predetermined schedule in which the temperature is slowly ramped up. Improper dryout will damage the lining so it is important that the contractor and owner follow an agreed-upon a dryout schedule.
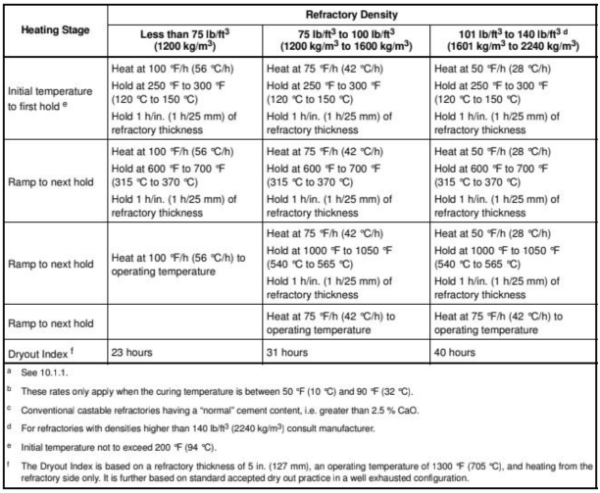
The table below, found in API 936, shows a typical dryout schedule for conventional castable refractories with a density of 140 lb/ft3(2240 kg/m3) or less.
This project is a collaborative effort between Inspectioneering and The American Petroleum Institute. Click below to learn more about API's Individual Certification Programs.