


Hosted By: Reuters Events
Dates: June 26, 2024 - June 27, 2024
Conferences
Exhibitions & Trade Shows
Remote Visual Inspection (RVI) is a nondestrucutive testing technique dating back to the 1970s that uses various types of videoprobes, video borescopes, remotely operated cameras, robotic crawlers, drones, and other specialized tools in order to remotely examine components for corrosion and damage. There are several different methods of RVI that can be used to inspect a variety of equipment.
In its most basic form, an RVI system is made up of a lens and an illuminating light source, both of which are connected to a light transmitting extension, at the end of which is attached a viewing eyepiece. Most modern designs though, are more complex. Several make use of fiber optics or distal LEDs as light sources. On-board computers can also be utilized to improve functionality of the systems.
The three major methods of RVI are (1) Comparison Measurement, (2) Stereo Measurement, and (3) Shadow Measurement.
The comparison measurement method is based on a known reference dimension in the inspection image, which is used to measure other objects in the same view and plane. The object used to provide a reference dimension can also have been set in place by the instrument manufacturer or introduced with the probe. For this method, comparison measurement accuracy depends on two factors: the distance from the distal end of the borescope to the object, and the degree to which the object plane is perpendicular to the borescope camera.
The stereo measurement method on the other hand, which is also sometimes known as stereo probe measurement, uses a prism or dual lens to split images, allowing the camera to capture left and right views with a precise angle of separation. The position of user-placed cursors is then analyzed using a computer algorithm and triangulation geometry is applied to them to obtain accurate measurements. The accuracy of this method depends on the separation distance between the prism or dual lens and on the distance of the distal end of the borescope from the object being measured. The sharpness and contrast of the image in question are also very important for the accuracy of the measurement. Unlike other methods, the stereo method does not depend on perpendicularity between the object plane and the video borescope distal tap.
The final method, shadow measurement, relies on a shadow triangulation of tip-to-target distance. A device known as a shadow measurement tip projects a shadow across the area being inspected. Thus, the positioning and size of the shadow in the resulting image is directly related to the distance from the tip to the object. With this information, the shadow measurement system can accurately calculate the size of any features or defects. The accuracy of this method depends on the distance from the distal end of the borescope to the object being examined. Image sharpness and contrast are less important than with the stereo method. The object plane must be perpendicular for some types of measurement and may be skewed for other types of measurements.
RVI can be used to examine equipment as diverse as boilers, steam and gas turbines, generators, heat exchangers and condensers, tanks and vessels, rotating equipment, welds, and piping systems for flaws and corrosion. Used with extraction tools, RVI also has applications in foreign object search and retrieval.
The primary advantage of RVI is that it allows for the examination of most plant systems and components without requiring confined space entry or disassembly. It can therefore be considerably less expensive than other methods. Likewise, it’s far safer than traditional methods of inspection that involve sending inspectors into unsafe conditions.
We welcome updates to this Integripedia definition from the Inspectioneering community. Click the link below to submit any recommended changes for Inspectioneering's team of editors to review.
Contribute to Definition
In this Reynolds Wrap Up, the author will summarize his key takeaways from a recent robotics event, including interesting applications, challenges that robotic inspection suppliers still face, pros and cons of robotic and UAV inspection, and more.
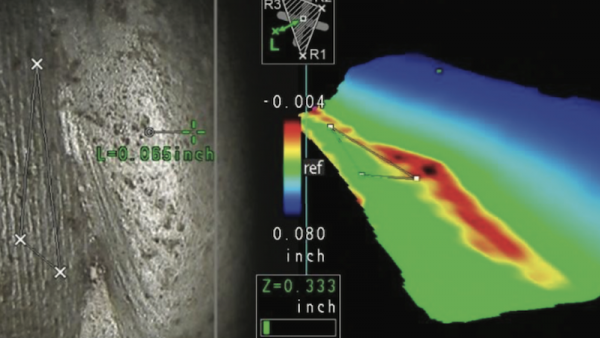
Advances in charge-coupled device size, optics manufacturing, and point-matching algorithms can all be combined to create a new super wide field stereo measurement system. With measurable areas as much as 4x greater, larger measurements can be taken.
The refining and petrochemical industries will continue to benefit from the evolution of robotics and data management. The biggest hurdle will be to accept this evolution and embrace the new capabilities that come with it.

The adoption of drones for use in industry is a trend that has grown rapidly over the past few years. As the technology increases in popularity, its capabilities continue to evolve beyond basic imaging, boosting the list of ever-growing applications.
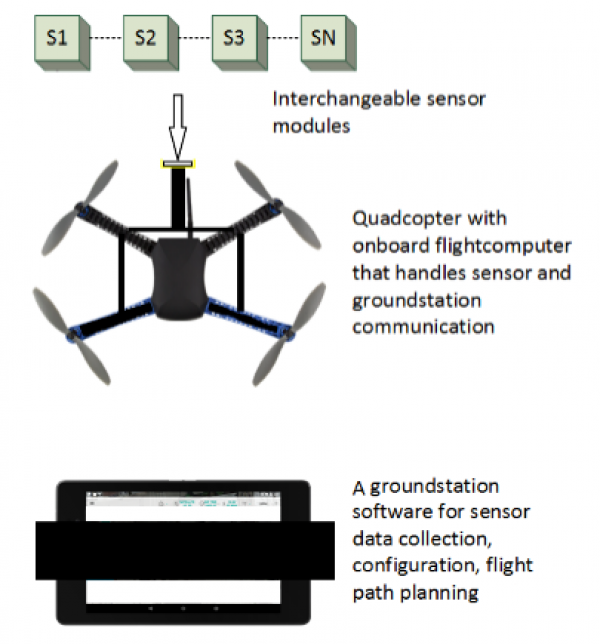
Application of drones in industrial inspections is not new, although it is still performed by only handful of companies. Market penetration of this technology in the industrial space has been relatively slow.

Ethos has assembled a team of experts who apply what they learned through years of process safety experience in the industry and dealing with OSHA and EPA. Click here to learn more about our services.
RBI and NII are designed to achieve significant cost savings and risk mitigation benefits over a piece of equipment’s lifetime in the long term.
This article is intended to provide some helpful insights when it comes to Unmanned Aerial Systems (UASs), and to hopefully put you on the path to safer and more cost-effective inspections utilizing UAS technologies.

UAS (Unmanned Arial System) drone technology has numerous applications, including anything at elevated heights or where human access and/or occupancy are prohibited, or in the case of confined spaces, limited.
Faced with stricter OSHA regulations and increased competitiveness in the global market, process facilities have looked toward a technical solution, including man-less entry into vessels, pressure vessels, and tanks for their internal inspections.
IGS is an international provider of surface protection solutions. We have over 35 years of experience helping customers solve metal wastage and reliability problems in mission-critical equipment and are an industry leader in the development and application of solutions to corrosion and erosion problems in challenging operating environments.
IGS is an international provider of surface protection solutions. We have over 35 years of experience helping customers solve metal wastage and reliability problems in mission-critical equipment and are an industry leader in the development and application of solutions to corrosion and erosion problems in challenging operating environments.
TEAM, Inc. is a global leading provider of integrated, digitally-enabled asset performance assurance and optimization solutions. We deploy conventional to highly specialized inspection, condition assessment, maintenance and repair services that result in greater safety, reliability and operational efficiency for our client’s most critical assets.
TEAM, Inc. is a global leading provider of integrated, digitally-enabled asset performance assurance and optimization solutions. We deploy conventional to highly specialized inspection, condition assessment, maintenance and repair services that result in greater safety, reliability and operational efficiency for our client’s most critical assets.
Oceaneering provides a comprehensive range of services, from the inspection of a single component, to a full-scale integrity management program, and ensures you are able to leverage the benefits of our industry-leading technologies and services to save time and expenditure—regardless of industry.
Oceaneering provides a comprehensive range of services, from the inspection of a single component, to a full-scale integrity management program, and ensures you are able to leverage the benefits of our industry-leading technologies and services to save time and expenditure—regardless of industry.

Watch the video by MISTRAS Group to see how unmanned aerial systems can meet a wide range of on-site requirements, environmental conditions, and industry inspection standards.





New powerful, yet compact videoscope from EVIDENT makes wind turbine gearbox inspections faster and more efficient.

This latest funding round accelerates Gecko’s stated mission, “To protect today’s critical infrastructure, and give form to tomorrow’s."
Enabling fast, easy and accurate long-distance inspections, Olympus' IPLEX™ GAir long videoscope solution combines maneuverability with high-quality, wide-view images to make complex pipe inspections fast and efficient.

API has published a new guide for drone programs in the O&G industry, which have and will continue to grow significantly as new systems, applications, sensors and techniques are developed to make drone operations more tailored to the industry.

Phillips 66 and logistics company, Square Robot, Inc. and Veritank, Inc., have collaborated to successfully deploy an autonomous robot that safely performed its first in-service inspection of the interior of an aboveground diesel storage tank.
Ethos has assembled a team of experts who apply what they learned through years of process safety experience in the industry and dealing with OSHA and EPA. Click here to learn more about our services.














