



Hosted By: Clarion Technical Conferences
Dates: February 12, 2024 - February 16, 2024
Conferences
Exhibitions & Trade Shows
Redirected from FEMI
Mechanical Integrity (MI) can be defined as the management of critical process equipment to ensure it is designed and installed correctly, and that it operates and is maintained properly (i.e. no leaks and all elements are fit for service). A mechanical integrity program should take into account the inspection and testing of the equipment using procedures that are recognized and generally accepted good engineering practices (RAGAGEP), and should also consider the suitability of newly-fabricated equipment for usage. Written procedures should be established and implemented, and employees tasked with maintaining the ongoing integrity of process equipment should be adequately trained.
The term mechanical integrity is often used in reference to preventing loss of containment. In the United States, OSHA Regulation 1910.119 requires that the mechanical integrity of equipment is properly managed in order to prevent or minimize the consequences of catastrophic releases of toxic, reactive, flammable, or explosive chemicals.
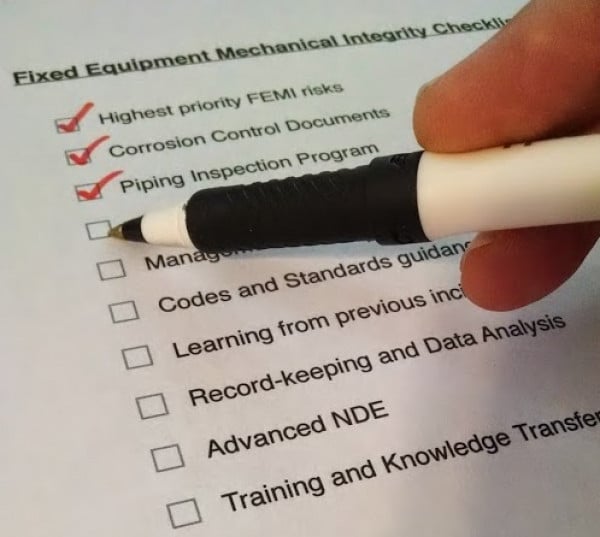
Fixed Equipment Mechanical Integrity (FEMI), also sometimes referred to as pressure equipment integrity management, is the process of creating, implementing, and maintaining management systems in order to avoid fixed equipment loss of containment in the oil & gas, petrochemical, and chemical processing industries. It is important not just to have an adequate FEMI program, but to have a high quality and sustainable one that exceeds compliance.
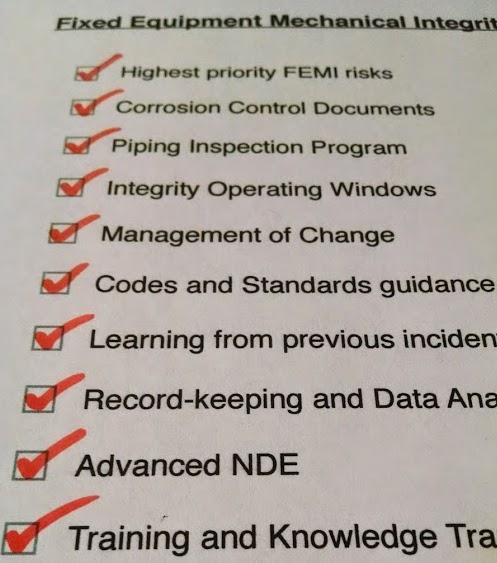
To prevent FEMI failures, there are many steps that need to be taken, including:
We welcome updates to this Integripedia definition from the Inspectioneering community. Click the link below to submit any recommended changes for Inspectioneering's team of editors to review.
Contribute to Definition
Our conversation delved into his journey, expertise, and insights into asset integrity and reliability, as well as nuances related to their application in Asia-Pacific.
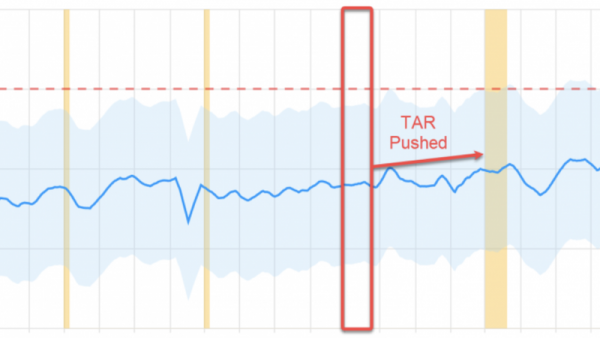
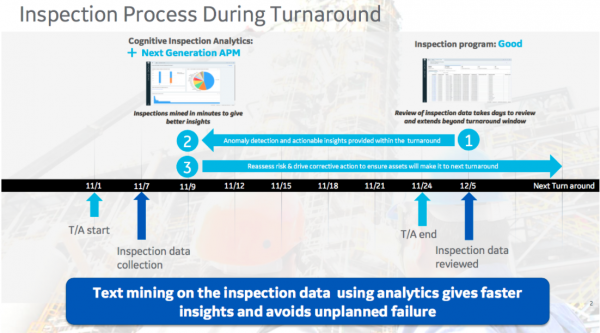
In this article, we’ll discuss the current challenges with turnaround planning and how data-driven modeling can help optimize scope, duration, and intervals.

Embracing technology alone isn't the answer in industry problem-solving. A synergy of data-driven approaches and human expertise unlocks true potential.

Addressing the sustainability of MI initiatives, specifically integrated, systematic processes and programs like RBI, RCM, APM, and EAM programs.

This article summarizes, at a high level, what the sites have been able to accomplish by implementing what the author believes are FEMI's best practices.
Our proprietary furnace tube inspection system, FTIS is an ultrasonic inspection technology capable of rapid, automated fired heater coil inspection in refinery fired heaters. The data captured by our furnace tube inspection system is...

Inspectioneering and Pinnacle co-hosted the 11th “Meeting of the Minds” roundtable discussion focused on organization capability and competency development.

A look at the three types of fixed equipment mechanical integrity (FEMI) decision-makers you can encounter, along with the differences in the effectiveness of each.

A review of the plan one site put in place to upgrade their performance from the fourth quartile to the first quartile and keep it there.

Comprehension of the sulfidation corrosion reaction and the behavior of different materials in H2-free and H2/H2S environments is imperative for oil refineries.
The focus of the 10th "Meeting of the Minds” roundtable discussion was on data validation and the importance of having consistent definitions of “good data.”

The problem is, you don’t. With the out of date procedures that traditional inspection contractors use, data is usually invalid by the time it reaches your system. You rely on this data to make critical decisions regarding integrity concerns, and...
One of the most important aspects of FEMI management is to extend “stewardship” of assets beyond the work boundaries of those charged with fixed equipment.

The wealth of knowledge that can be incorporated into internal standards makes them an ideal resource for internal training initiatives and allow organizations to maximize the return on their investment in the standards program.
Are you an Inspectioneer? Are you a high-performing Inspectioneer? See where you fit on the performance bell curve and compare the different attributes that comprise a high performer with how you carry out your duties.
To improve their implemented AIMS program and streamline the process of assessment, Saudi Aramco has developed an in-house AIMS assessment tool referred to as the Integrity Management Assessment Tool (IMAT).

The next annual International Pressure Equipment Integrity Association Conference and Exhibition is right around the corner, so we thought we’d have a quick chat with members of the Executive Committee about the upcoming conference.

Equity Engineering Practices® (EEPs) are a collection of design and maintenance focused corporate standards that include >850 engineering standards, and >300 piping classes. Enhance your mechanical integrity programs, improve equipment...

This short blog article explains why developing an internal best practices collection is preferred over other options, and provides recommendations on how to best develop, implement, and maintain an internal best practices collection.
A focus on typical damage morphology and inspection methods used to identify and characterize high-temperature creep including examples of creep damage and in-service failures to offer insight into this complex damage mechanism.
Do you know how a Good Engineering Practice (GEP) becomes a RAGAGEP? RAGAGEP clearly applies to all kinds of equipment, but this article will address RAGAGEP for FEMI used in the hydrocarbon and chemical process industries.
Earlier this year, Inspectioneering and Pinnacle co-hosted their 9th “Meeting of the Minds” roundtable discussion with a select group of leading MI experts. This year's focus was on data collection, data organization, and data analysis.
Of the nearly 70 damage mechanisms listed in the latest edition of API RP 571, the highest FEMI risk may be the ones that are highly localized in nature and, therefore, the hardest to find.

In today's chemical and refining industries, sustained long term reliability of facilities is critical to profitability and competitiveness. In fact, history shows that differences in operating expenses between best-in-class refineries, and poor...

Every year, Inspectioneering hosts a private meeting to glean insights, feedback, and guidance from our Editorial Board members. This time around we posed several questions, with responses to each summarized in this note from our chief editor.

There are a lot of potential threats that can interfere with maintaining adequate FEMI. Using situational awareness effectively to anticipate FEMI threats, understand them, and prepare the necessary steps can avoid a potential LOPC from the threat.

A study of the level of deterioration on a catalytic reformer support structure, the challenges involved, the solutions presented, and the aggressive schedule that was required to complete the project.

This article discusses some of the common fitness-for-service (FFS) issues plant engineers in the chemical and refining industry are facing and a handful of recommendations on how to improve them.
This article provides an overview of some of the more common forms of stress corrosion cracking (SCC) with a focus on effective inspection methods for detecting these forms of cracking.

Are you truly prepared for your next Turnaround? Effective work processes are required to successfully plan, manage, review and supervise plant turnarounds. Inspection planning and work scope selection are critical aspects of any turnaround...
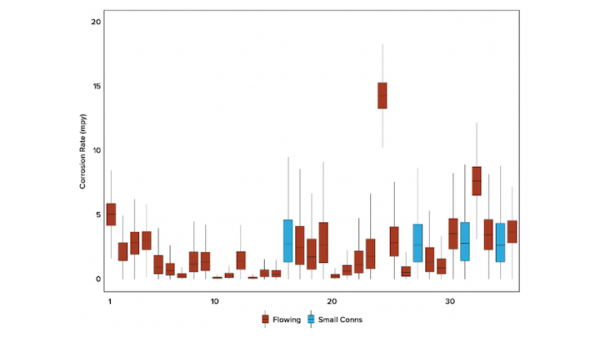
Applying advanced statistical analysis methods will provide owner/users with a RAGAGEP-accepted method for analyzing corrosion monitoring data while also integrating the latest improvements in inspection capabilities.
Component type is important when assessing the applicability and limitations of a particular assessment (Part and Level) to a particular component. This article explains the evolution of component type definition over the years.
There is a major difference between fixed equipment mechanical integrity (FEMI) and fixed equipment reliability (FER). It’s important to differentiate between the purpose and reasons for the two programs even when they are often mixed together.

Inspectioneering and Pinnacle co-hosted the 8th bi-annual Meeting of the Minds with a select group of mechanical integrity experts from across the industry. The meeting focused on major projects in equipment integrity and reliability.

A historical review into the integrity of reformer furnaces since commissioning is discussed in this case study, along with other technical and engineering challenges, and the efforts to overcome them.

TEAM provides full inline, onsite and, shop valve repair services and maintenance programs for virtually all valve types, brands, sizes, materials, pressures, and operating conditions, including actuators and operators. Our valve repair solution...
Utilizing a risk assessment methodology to determine the amount of detail in our QA/QC plans, as well as who needs to be involved, may help us improve both the effectiveness and the efficiency of our QA/QC work process.
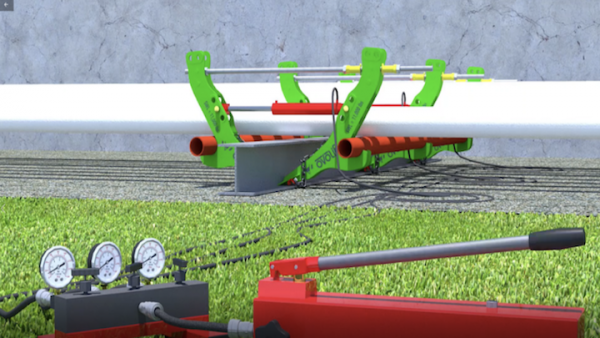
Establishing a proactive touch point corrosion integrity management program using engineered on-stream line lifting is a safe and effective means of mitigating unplanned downtime and related safety and potential environmental hazards.

With all the variables in play during a turnaround event, it is rare for all expectations to succeed together, during the same event. It is important to have a process in place, plan each step, and utilize certified inspection personnel.
This article is Part 2 in a series discussing condition monitoring optimization where statistical inference techniques on the measured data can be utilized to provide reasonable expectations regarding the true extent of damage on the asset.
Dead legs pose a substantial threat to piping integrity as they are especially prone to contamination and corrosion. Tracking dead legs separately from the mainline piping should be done through controlled procedures at operating facilities.

Statistical techniques are meant to complement the work of SMEs and can provide deeper insights into the inspection data collected as part of a reliability program. Pinnacle has combined traditional methods, expertise, and Machine Learning to...
In cases where material embrittlement caused by hydrogen is a concern, evaluations using fracture mechanics to assess the reliability and integrity of steel pipes exposed to cyclic loads are necessary.
There are many excellent changes and updates in the new edition of API 579, including significant technical changes and improvements. In this FFS Forum article, I’ll go through many of what I believe to be the most important changes.
The positive impact of digital twins on planning, costs, turnaround, revenue generation, and safety are substantial and rapid in their return. This article will examine why to leverage this technology and how to do so in a fiscally viable manner.

In this article, the author shares a couple of examples for RBI practitioners that will hopefully spur you on toward excellence in RBI modeling.
Condition monitoring optimization goes beyond traditional CML optimization, which is often limited in the breadth of analysis, or can overemphasize a subset of the overall objective.
Pinnacle's data-driven reliability framework ensures the right data is fueling the right intelligence, helping you make confident, strategic decisions.

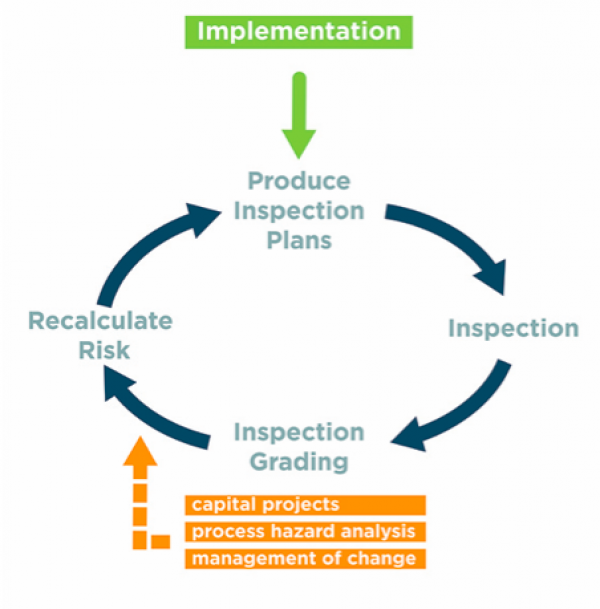
This article discusses making continuous improvements in your fixed equipment mechanical integrity work process using the Plan-Execute-Review-Improve (PERI) model.
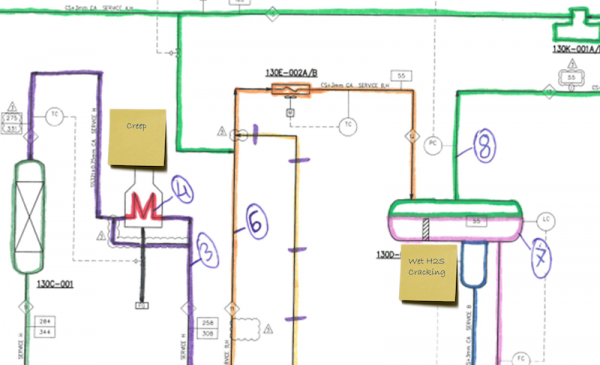
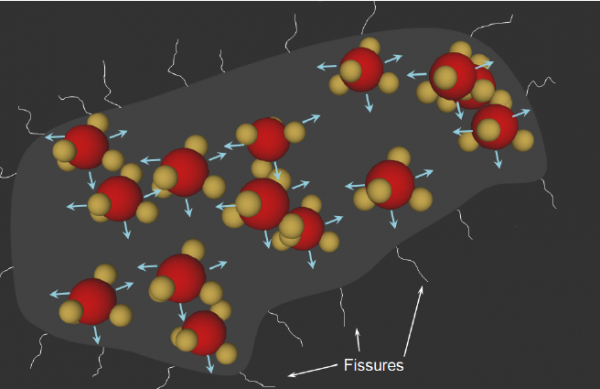
This article summarizes the fundamentals of wet H2S-related damage mechanisms, offers some practical inspection guidance, and reviews a notable industry failure caused by different forms of wet H2S damage.
Inspectioneering and Pinnacle co-hosted the 7th bi-annual Meeting of the Minds with a select group of mechanical integrity experts from across the industry. The meeting focused on piping RBI and the challenges operators are facing implementing it.
Acting as a reliability twin, QRO is a new dynamic reliability approach that bridges existing first principles-based reliability models with advanced data science principles and system-based optimization to drive improved facility performance.
This article illustrates the value of digital radiography as an efficient tool to visualize corrosion and other small bore piping anomalies without disturbing insulation, as well as using PRT in conjunction with UTT to survey small diameter lines.
Download Pinnacle's Economics of Reliability Report - Refining to see how reliability is affecting profitability.

This article examines the quantitative tank RBI method found in API 581 and discusses uses for tank RBI other than deferral of scheduled internal inspections.

A risk management approach for relief valves should be able to determine the proper interval of maintenance events and the necessity of installing isolation valves, rupture discs, or 100% spare capacity.

The scope of the subject case study reviews an inspection and corrosion control assessment conducted on subsea flowlines and includes evaluating the flowlines’ associated inspection programs and identifying all available NDT technology solutions.
Part 1 presents a brief overview of the process of assessing equipment in a post-fire "return-to-service" effort and discusses some common issues that may arise during that process.
Practical steps to mitigate corrosion under insulation (CUI) damage on fixed pressure equipment and commentary on common mitigation techniques and good engineering practices for external insulation or fireproofing system design and application.

Traditional pressure vessel inspections often require taking assets out of service. However, MISTRAS’ Non-Intrusive Inspection (NII) programs provide data as good or better than internal inspections, while assets remain in service. NII is...

The article discusses how allowing ‘normalization of deviance’ to occur in the workplace raises our organizations’ risk threshold in an uncontrolled and unmanaged way.
This article discussed the growing list of API FEMI standards, how some of them came to be, and why they keep getting improved upon with new lessons learned.

Highlights from Inspectioneering's bi-annual editorial board meeting as they discussed some of the most important challenges, issues, trends, events, or advancements in inspection/mechanical integrity in 2021 and beyond.

This article describes an owner-user’s evergreening process to maintain accurate data to support the mechanical integrity program and assist in planning inspections, turnarounds, repairs, replacements, and upgrades.
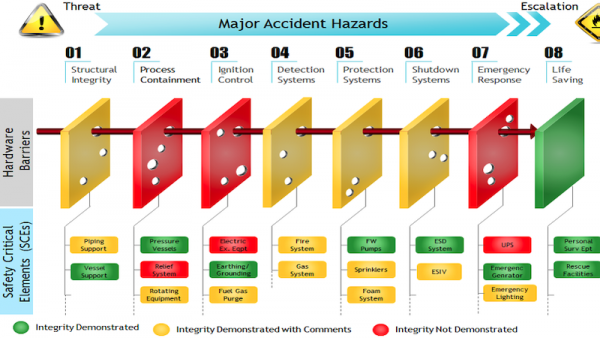
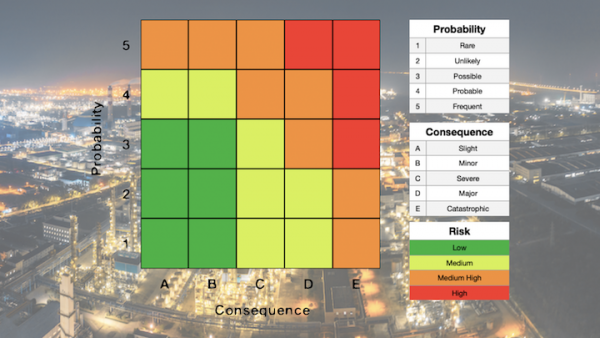
This article is oriented toward identifying and assessing the risk of potentially high consequence, but usually lower likelihood, FEMI issues that could cause a big event at operating sites if sufficient safeguards or barriers are not in place.

Traditional, paper-based inspection processes can prevent plants from being as effective as they can be. By digitalizing your mechanical integrity process and data with MISTRAS Digital®, plants have realized up to 75% gains in IDMS data entry and...

This case study of a CO2 absorber tower in a remote location investigates the use of a new type of wireless ultrasonic sensor for monitoring the thickness of equipment while on or offline.
We live in a world of metrics and key performance indicators. This isn’t a bad thing; in fact, it is vitally important. Good PSM requires accurate and complete metrics in order to ensure the systems are working the way they should.

This is the first article in a new column. In each article, the author will explore how different parts of organizations can partner to discover new efficiencies, improved equipment integrity, and opportunities to capture additional margin.

The manner by which reliability is achieved is experiencing a much-needed paradigm shift in the way it uses data. In this article, we’ll explain how you can leverage this industry shift to implement data-driven reliability at your facility.

This article provides insights into the AIV damage mechanism, reviews approaches to calculate the probability of AIV failure in piping, provides design practices to prevent AIV failure, and introduces a RBI approach to evaluate risk of AIV failures.

Antea delivers highly flexible risk-based asset integrity software with 3D Digital Twin integration to optimize maintenance, reduce risk, and improve mechanical integrity for oil and gas, power generation, and chemical plants and facilities....
In this Reynolds Wrap Up, the author will summarize his key takeaways from a recent robotics event, including interesting applications, challenges that robotic inspection suppliers still face, pros and cons of robotic and UAV inspection, and more.

This retrospective takes a quick look at two of the most popular topics that were covered in Inspectioneering Journal last year: the accuracy of thickness readings and corrosion under insulation.
If I suddenly accepted the position of site manager at your operating site, one of the first things I would do is trot on down to the FEMI group and ask questions to assess what we need to be doing to avoid the potential for big FEMI events.

This article discusses the header specification, design, fabrication, and inspection processes to identify where opportunities were available to proactively address the vulnerabilities that resulted in the header rupture.
Heat treatment has been used by mankind for centuries. This article details reasons to heat treat, the types of heat treating available, methods of heat treating to achieve specific material properties, and the role of MI in heat treating.

The OmniScan™ X3 64 phased array and TFM flaw detector is equipped with enhanced phased capabilities and even faster TFM. The rugged and portable instrument features powerful 64-element probes with a 128-aperture TFM.
Implementing RBI as part of a Mechanical Integrity system at different sites is not a simple copy and paste project. Each case has its own characteristics and challenges. This article describes implementation in two vastly different facilities.
This article presents a methodology for calculating and understanding how many qualified API inspectors you need to staff in order to improve fixed equipment mechanical integrity and reliability at your operating site.

This article discusses some of the common roles of the RBI team and provides a glimpse of an RBI program gap assessment, while offering helpful advice for improvement.
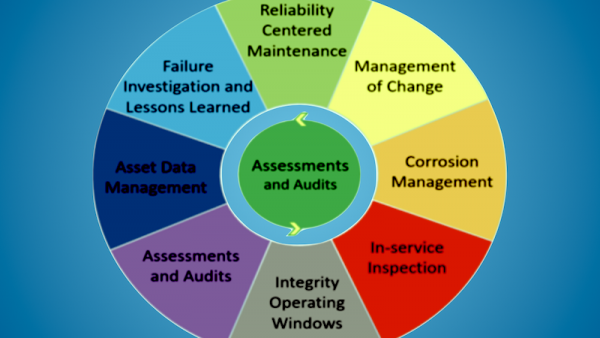
Understanding asset integrity and its management framework is important to sustaining the integrity of assets in the oil and gas industry. This article will discuss eleven primary elements that make up an asset integrity management program.
Inspectioneering and Pinnacle co-hosted their 6th bi-annual Meeting of the Minds roundtable discussion earlier this year. This meeting’s focus was on how Covid-19 and the decline in oil prices have affected MI programs across the industry.

Ethos has assembled a team of experts who apply what they learned through years of process safety experience in the industry and dealing with OSHA and EPA. Click here to learn more about our services.

Ideally, all valves should work when needed; but the truth is that valves fail. This article discusses the common failure mechanisms that affect valves as well as what inspectors should look for during an inspection.

In the author's experience, one of the largest gaps in plants is a lack of understanding of what the entire fixed equipment mechanical integrity group does. This article will shed light on the many roles and responsibilities within these groups.

Who is Inspector Frank? It is a valid question but I don’t want it answered specifically for some obvious reasons. I will share what I can though...
Trying too hard to bring attention to the myriad concerns of a robust equipment integrity program can end up backfiring on you. You don’t want to be the “inspector who cried wolf” with no one listening when you actually have a problem.

The authors have written a two-part series covering valves and their role in the overall MI process. In this first article, they discuss the various valve types, their common uses, and the governing standards and recommended practices that apply.

Whether you decide for a Computed Radiography scanner with flexible imaging plates or a flat panel detector with the fastest imaging, or even combine the advantages of both technologies, DÜRR NDT's innovative systems offer high reliability and...

Inspectioneering had the opportunity to catch up with David Clark of Lloyd’s Register after his keynote presentation at the 2020 International Pressure Equipment Integrity Association (IPEIA) conference in Banff, Canada.
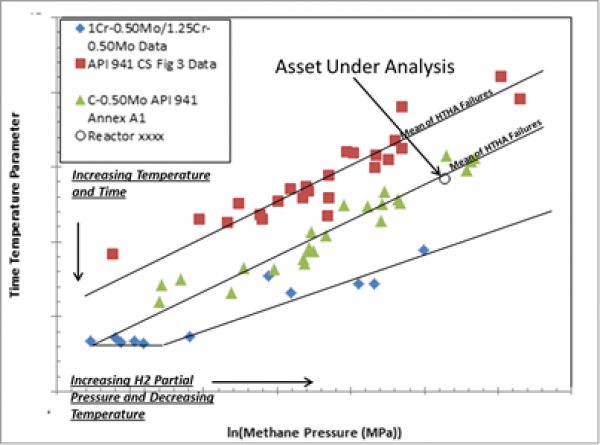
Nelson curves, which are the foundation of the industry’s HTHA programs, can be tied to mechanistic models from several sources, allowing the recreation of Nelson curves for different operational histories and time durations.

This article presents a comprehensive integrity management program for catalyst tubes, including elements on monitoring, inspection, data analysis, remaining life assessment, and control of human factors.
Bad data is the bane of equipment integrity — and I don’t just mean test data that is questionable. As a quick exercise, consider some of the key data issues you have encountered. Do any of the following ring a bell?

There are some significant changes coming in the fifth edition of API RP 751 on Safe Operation of Hydrofluoric Acid Alkylation Units in the section on Mechanical Integrity, Damage Mechanisms and Maintenance Work Practices.

Traditional inspection methods used to detect internal corrosion and corrosion under insulation (CUI) in piping and pipeline assets can be time-consuming and costly. With ART, you’ll discover CUI detection best practices that can help save you up...
COVID-19 is disrupting all industries including asset management. Here are 6 recommendations to help you align your asset management according to new requirements and turn the challenges into opportunities.

The health of piping and piping supports is critical to processing facilities, however there are very few facilities where a documented inspection program exists for spring supports. This article outlines some issues surrounding spring supports
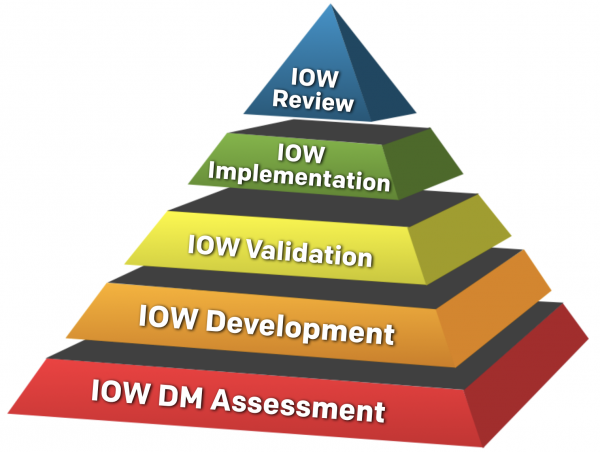
The purpose of this article is to describe some of the pitfalls that operating sites have encountered while trying to implement a program of IOWs in accordance with the guidance in API RP 584, plus how to overcome those pitfalls.
This article addresses two failure events where inadequate attention to thermal fatigue led to premature equipment failure while specifying guidelines to help prevent such failures that can be a part of a plant's inspection and maintenance programs.
The author will discuss the failure of a dissimilar joint while examining the root causes of the failure along with potential solutions and preventive actions that would not compromise the welding production rate.

With class-leading thermal performance, superior CUI defense, and complimentary engineering support, our aerogel insulation solutions are a top choice in helping facilities drive energy efficiency, improve safety, increase yields, and reduce downtime

The Journal was launched in 1995 with the core mission of helping the fixed equipment reliability community perform their jobs more effectively by arming them with information to better understand and apply available technologies and methodologies.
In a nutshell, Schwerpunkt means focusing your force in the area it will be the most effective. As a strategy, it means overall strategic intent has to be known and understood by everyone. All levels know their part in the plan.

When paired with the right software, the RBWS process can lead to significant reductions in turnaround work scopes. However, some software tools have distinct advantages over others.
A refinery or process facility FEMI program consists of eight Pillars that are fundamental to achieve FEMI excellence. This article describes these Pillars in detail and suggests what distinguishes good Pillars from those that are less than adequate.

This article examines multiple trials that entailed testing robotic systems on different non-magnetic surfaces to identify the feasibility of detecting CUI using robotics in combination with NDE technology.

Oceaneering's splash zone inspection services will help you confidently detect flaws and accurately extend asset life with our comprehensive inspection and fitness-for-service maintenance plans.

In this article, Inspectioneering interviews Tye Beard at ASTM, a leading standards organization that develops and publishes consensus standards for the process industries, to discuss the current and future state of industry training.

Today's operators are implementing a myriad of Mechanical Integrity and Reliability programs to realize greater results from their facilities. However, for each of these programs to be effective, they must be fueled by quality and up-to-date data.

I have been involved with risk-based inspection and risk-based work process development for much of my career. The one thing I have learned as I’ve walked this path is that the concept of ‘risk’ extends far beyond our industry.

Much like the equipment and piping they support, structures should be part of a comparable structural integrity (SI) program. This article will examine key components of a comprehensive SI program as an essential companion to an MI program.
This article presents seven considerations that should serve as a guideline for your next mechanical integrity or inspection software investment and help position you well as the Asset Performance Management software market continues to evolve.

Contact us at buddy@dimate.de to learn how DIMATE PACS digitizes NDT methods (RT, UT, VT, ...) and how it leads to paperless inspections.

A systematic approach is required when repairing hot-dip galvanized coatings on structural steel. This article presents a step-by-step process, starting from Surface Preparation, through Application, Inspection, and Completion-verification.
Critical things often get missed in facilities but are these things being owned and fixed? We get good at reactively solving problems as they appear, but are we proactively working towards examining and fixing the potential larger issues?
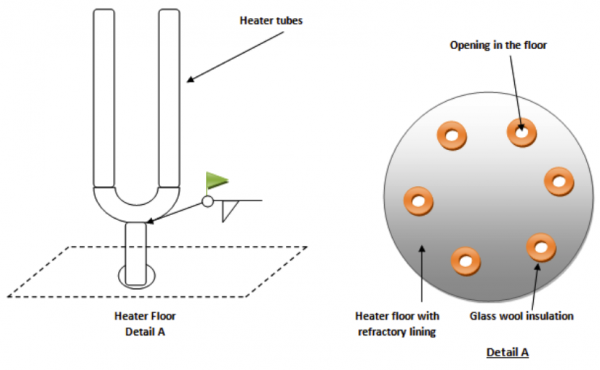
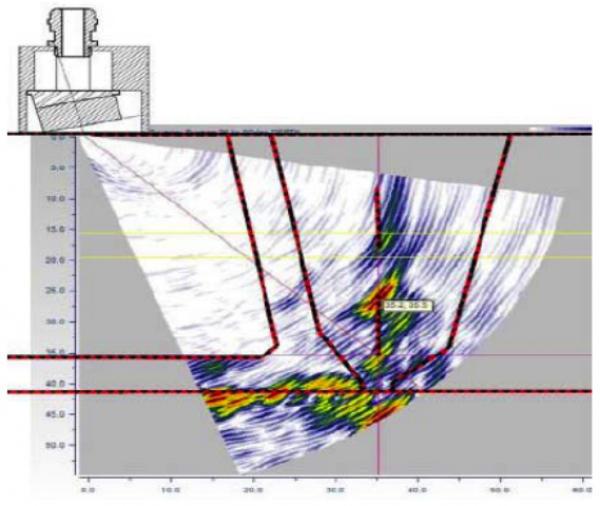
This article presents two cases studies demonstrating how properly conducting baseline fired heater tube inspection aids in early discovery and correction of defects, avoiding unexpected in-service failures, and more.
The author discusses a method being used in most of their refineries and petrochemical facilities that allows them to optimize the scope of NDT during turnarounds, while improving the reliability of bundles.
There are inspection requirements in many construction disciplines, including electrical, welding, coating, and the list goes on, but not for mechanical insulation. The need for a certified mechanical insulation inspection program is long overdue.

Companies have developed detailed programs for managing wide range of assets. However, unsustainability negatively impacts effectiveness of these programs. Reach out to us on how we can address sustainability through digital transformation.

Thickness readings are critical for today's inspectors to accurately judge the state of their equipment. Recent advancements in sensors, software, and data management tools have made this easier, safer, and more efficient than ever before.

Developing a comprehensive turnaround (TA) work scope for process equipment is a critical step for achieving a facility's business goals. Risk Based Work Selection is a proven process for prioritizing and optimizing planned work for an impending TA.

Risk Based Work Selection (RBWS) is an industry best practice used to help refiners better-manage the safety and reliability of operations for a facility. When properly conducted, RBWS can help refiners optimize major turnaround projects.

This article demonstrates how substituting inspection reports that originate from pen and paper to reports generated using a stylus and tablet at the time and location of inspection can eliminate data entry errors and other common mistakes.

Tank inspection to achieve regulatory compliance has often been viewed as just another expense. This article takes the opposite view by utilizing regulatory compliance as a means for enhancing overall efficiency, awareness, safety, and profitability.

Lessen downtime by enhancing your plant infrastructure, ensuring mechanical integrity, and extending equipment lifespan. Contact us for on-demand engineering expertise in assessment, problem-solving, specialized testing, and preventative solutions.

Major maintenance events require proper planning, scheduling, and execution to achieve a successful outcome. An outage assessment process can deliver an effort that is safe, on budget, on schedule, and ensures long term plant equipment reliability.

This article provides a case study showing the real costs and effects of having a dated engineering standards program, as well as the financial benefits through increased reliability of having a thriving engineering standards program.

This article is written to provide a brief case study of an acoustic emission test of an FRP storage tank. A method combining acoustic emission with ultrasonics is proposed to ensure reliable long term operation.

Tanks are ubiquitous and essential in industrial societies. When they fail, the consequences can be dire if products/volumes they store are explosive and/or toxic.
Just because you have a technical expert does not mean they will be an expert at managing people. Like any skill set, it takes training, time, and mentoring to become a good personnel manager.

With the IMS Suite, you can calculate optimal intervention periods and lay out efficient maintenance strategies. Click here to learn more.
CCDs are critical components of a well-maintained MI program and encompass all necessary and relevant MI information for a given process unit. This article defines the value of having CCDs and addresses how to effectively develop and implement them.

Inspectioneering and PinnacleART recently hosted a roundtable discussion for a select group of mechanical integrity experts to discuss strategies for managing corrosion under insulation and corrosion under pipe supports, a.k.a. touch point corrosion.
A well-implemented and managed reliability program incorporating RBI, DMR, and IOWs can identify potential damage mechanisms, optimize maintenance and inspection activities, reduce risks, and improve the governance in managing Ethane Crackers.

While planning methods for thickness data acquisition in any Inspection Data Management Program, PRT should be considered as a cost-efficient, effective way to increase the value of your program for small bore piping or any other suitable situation.

This article details an experience assessing the mechanical integrity of a feed pressure vessel, and describes the methodology carried out for detecting CUI and how results were managed for this pressure vessel.

Learn how you can safeguard integrity, reliability, instrumentation safety, and more.
This is the first article in a new column. In each article, the author will share technical, thought-provoking, and sometimes humorous or emotional experiences garnered in a career that spans over 20 years inside the gates of facilities.

Corporations now have the flexibility to choose RBI software from vendors offering a variety of tools and features to keep track of calculations, records, and data. This infographic shows 11 things you should consider when selecting an RBI software.

Over the last six months, Inspectioneering has released a plethora of interesting and educational content that has been read more than 150,000 times online. In case you missed it, here's a recap.
This blog will walk through practical steps for managing IOWS and will demonstrate what successful IOW management can look like.

What do you do when you first discover a mechanical failure? Maybe your pipe sprang a leak, a drive shaft snapped, or a welded joint fractured, and you need to find out why. This infographic details some steps you can take to avoid critical mistakes.

Meet our team at booth #1652 where we will be showcasing DIMATE PACS and our latest AI advancements. Our cutting-edge software is designed to revolutionize the way energy companies conduct inspections, improve asset safety, and increase margins.

Young asset integrity management professionals need effective tools to create a sustainable future. YPAC surveyed members to establish a baseline measurement of the effectiveness of their professional development and to evaluate perceived gaps.

This article provides a summary of the 2019 API Inspection & MI Summit keynote address, which offers a past, present, and future outlook on fixed equipment mechanical integrity from an industry professional with 50+ years of experience.

An effective RBI system implementation results in, not only safeguarding your assets & people, but can also reduce unnecessary inspection activities that may be required due to conventional & nonsystematic approaches.

The 2019 API Inspection and Mechanical Integrity Summit has come and gone. If you weren't able to attend, we've made a copy of our Special Edition Journal available to download.
The 2019 API Inspection and Mechanical Integrity Summit will be kicking off later this month in Galveston, TX. This four-day event will begin with 14 high level training courses offered Monday, January 28th, and then a top notch conference and...
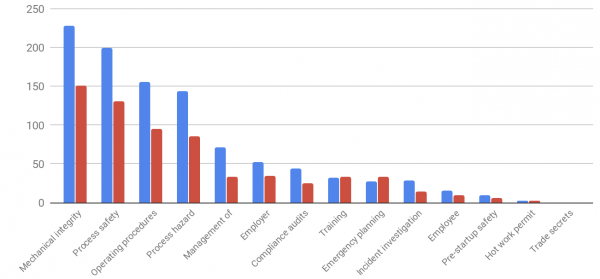
The U.S. Department of Labor provides a vast amount of raw data related to OSHA activities (inspections, violations, etc.) through their website. What follows is a quick summary of 2016-2017 OSHA violation data pulled directly from the DOL.

Inspectioneering and PinnacleART hosted a roundtable discussion for a select group of mechanical integrity and reliability experts to explore whether or not operators are realizing actual benefits from implementing RBI at their facilities.

This article describes how an international oil and gas company built an inspection data management program for its U.S. operations yielding improved confidence in decision-making information, cost savings through increased efficiency, and an...

This article discussed the importance of an asset management philosophy that integrates software, maintenance tools (RCM, FMECA, RBI, PM, and PdM), data collection, and analytics to improve and optimize asset management through emerging technologies...
This article provides an overview of the key components in establishing IOWs, the levels of IOW limits, and the basic principles and application of API Recommended Practice 584 to achieve reliable fired heater performance.
This article walks you through a three-step approach, while providing different scenarios, for identifying and proving the value of reliability improvement initiatives.

An effective outage requires an efficient work effort, driven by a detailed work scope. Of all the different roles and efforts involved in these major events, Inspection plays a significant role in ensuring an outage’s success.
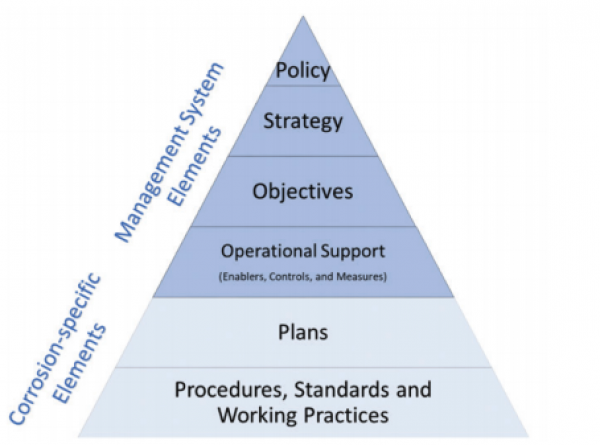
Corrosion control knowledge and resources can be applied more effectively through the development and implementation of a corrosion management system (CMS). A CMS better-connects management system elements to the process of managing corrosion...
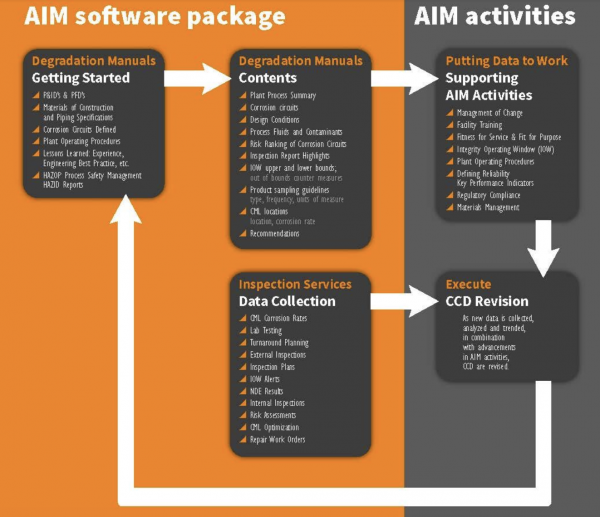
Whether implementing a comprehensive AIM strategy for the first time or looking for ways to create overlap between AIM activities and documents that historically have acted as information silos, consider utilizing CCDs. They serve as a useful...

The most valuable unit of measure within a turnaround is not money, but time. Successful turnaround planners are now integrating the Detailed Inspection Planner (DIP) within their teams to increase the accuracy of planning and reduce the time...

In the fifth and final blog of this 5-part series, readers will learn the key obstacles faced in an implementation project and what measures can be taken to help prevent and mitigate their impact.

In this article, the author discusses how standardizing IDMS usage can help integrity teams perform more efficiently and effectively.

Studying for and passing a test does not necessarily equate to competence as a process or contract inspector for hire. This article explores what it takes to become a capable inspector in this ever-changing industry.
Whether you are implementing an inspection strategy based on RBI or traditional methods, work should be completed according to a well-defined plan. What are you doing to assure that work is executed as prescribed and that results are reported and...
This article discusses Asset Performance Management (APM) software implementation strategies and the challenges owners face when upgrading their software to the newest version.

Software implementation, including RBI, comes with a lot of ad-hoc challenges and pitfalls. There are numerous options for RBI software currently available, and they may differ by design, purpose, function, scope and capabilities. This article...
There are cases where selecting the best IDMS application for the company means that the end users will not immediately obtain all desired functionality. In some instances, users must forgo desirable features to satisfy more valuable requirements of...
According to API 570, facilities must have a mechanical integrity program in place for critical check valves. But what criteria determines whether or not a check valve is critical in your process? How should check valves be inspected and by whom?

As assets age and production demands grow, it becomes increasingly critical to implement sustainable long-term AIM strategies and programs. This article dives into the elements that will help ensure the successful management of assets throughout...
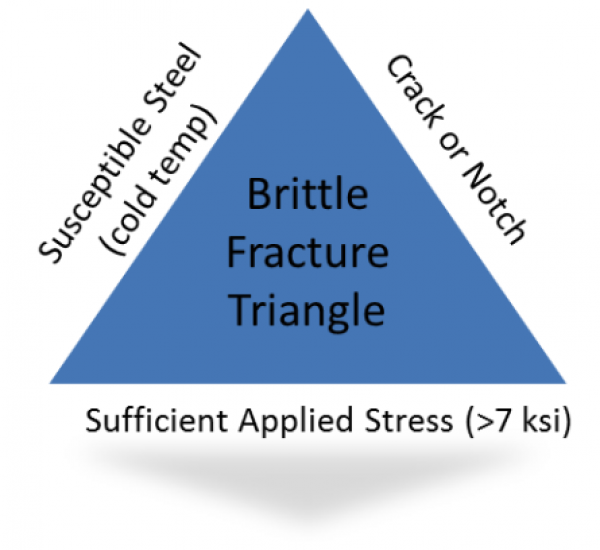
There is concern in the industry over recent findings of reduced toughness fittings and flanges at risk of brittle fracture. This article provides an overview; possible contributors; measures taken to address; and a proposed FFS approach to address...
This article intends to use a top-down approach of describing RBI methodology and how it fits in a facility management system. The main idea of this article is to provide a comprehensive picture of RBI methodology in terms of basics, technology...
HTHA of hydrogen-containing equipment can be prevented with appropriate material selection and fabrication, appropriate welding procedures, regular inspection of equipment using proven, effective technologies and equipment operated by qualified...

In the industry today, there are numerous applications being used to manage asset integrity information, i.e. data and records associated with design, construction, corrosion, inspection, process chemistry, and degradation remediation. In the second...
This article demonstrates how the use of APM software can help prevent unplanned downtime by quickly identifying potential hidden failures.
As RBI continues to proliferate across industry, there are still those that are reluctant to transition from a time-based to risk-based inspection approach - especially in the upstream oil & gas business. These 4 benefits might help to lessen the...

This article is designed to help the reader better communicate their FEMI Mission, Vision, Core Values and Responsibilities to all stakeholders at their site.
Implementing RBI for process piping can be a very tedious and lengthy exercise, especially for major process plants with thousands of feet of interconnected piping. This article shares the experience of ADNOC LNG following a structured RBI approach...
Last November, Inspectioneering and PinnacleART hosted a roundtable discussion for a select group of leading mechanical integrity experts. This forum explored how the MI field will have to prepare for the impending loss of knowledge resulting from...

In the industry today, there are numerous applications being used to manage asset integrity information, i.e. data and records associated with design, construction, corrosion, inspection, process chemistry, and degradation remediation. As the first...

Sea water corrosion and erosion issues can affect almost all commonly used metallurgy in a refinery or petrochemical plant. This brief article explains the dangers behind sea water used in plant cooling systems and discusses several metallurgical...

The actions you take immediately after a failure are critical in understanding the cause and appropriate steps to remedy the problem. However, the wrong moves might prevent you from getting the answers you need.
This article, the first of a multi-part series, discusses the methodology and need for establishing an integrated and holistic framework for managing asset integrity on a day-to-day basis.
In 2017, a joint-initiative from API and AFPM released a helpful brochure that summarizes all the key API standards that deal with fixed equipment mechanical integrity. It describes the latest edition of 42 API standards addressing FEMI issues,...
Infrared (IR) thermometry has been used for over forty years to monitor tube metal temperatures in refining and chemical furnaces. Recently, IR thermometry has been criticized in the industry for delivering inaccurate readings; however, this is...
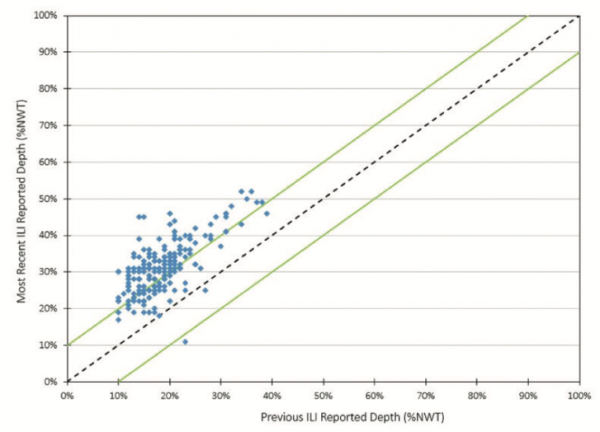
This article explains the Statistically Active Corrosion Assessment, which is a tool for determining appropriate and realistic corrosion growth rates which can assist pipeline operators in optimizing the value of in-line inspection data.

In this exclusive interview, you’ll hear from Eddie Acosta, Reliability Manager at Placid Refining. During our discussion, he shared some of their challenges, strategies, and a transparent glimpse into some the real issues in his 82,000 bpd...
Hydrogen is a common culprit of equipment damage in the process industries. As hydrogen-induced damage can occur in multiple forms, it’s critical to identify the specific damage mechanism you’re dealing with before undertaking measures to...

APM implementation is anything but a pain-free process. Blame tends to fall on vendors, but there are oftentimes activities that do not get completed that tend to have a larger effect on the success of implementation. This article addresses some of...
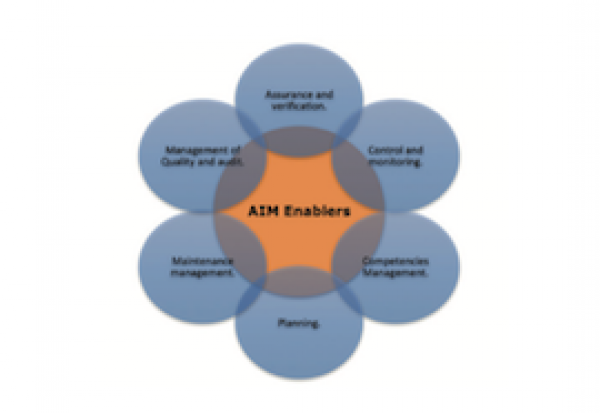
The goal of achieving effective asset integrity management (AIM) throughout an asset’s life cycle requires certain “integrity enablers.” This article discusses six integrity enablers and their importance to a successful AIM program.

Industry SME John Reynolds provides his bi-annual updates from the API Standards Meeting and discusses developments related to the 2019 API Inspection Summit, SCIMI codes, standards, and recommended practices, and the API Individual Certification...

Fired heaters are among the most critical equipment in refineries and chemical plants. This article provides an overview of what a fired heater tube mechanical integrity program should include.

Ensuring the integrity of oil and gas assets is a challenge for oil and gas operators. This article discusses several “pillars” of asset integrity management on which successful O&G operations rely, including Material Selection, Process...
The challenges companies face when implementing an RBI program from scratch can make the practice seem daunting. To ensure that implementation is completed smoothly and the benefits of RBI are quickly realized, there are considerations that should...

The U.S. Occupational Safety and Health Administration (OSHA) recently released a new guide to help petroleum refiners comply with its Process Safety Management (PSM) standard (1910.119). The guide presents lessons learned from the petroleum...

How do you make decisions in regards to your mechanical integrity program? There are many voices out there offering advice; could be a co-worker, could be a trusted associate from another company or facility. But don't underestimate the power of...

3 common repair scenarios include routine maintenance, scope repairs, and major discoveries. An inspector’s ability to properly manage each situation can mean the difference between mechanical integrity success and failure.

Failure analysis of piping that has experienced corrosion damage provides operators with valuable information needed to prevent future failures. Effective processes and procedures are essential when investigating the cause of corrosion on pipelines..

Are your key performance indicators actually driving improvement? Could they be more effective? In this actionable and concise article, John Reynolds is back again to discuss some KPIs you could be using to monitor your progress down the path to...
Effective condition monitoring location selection is a key component of a best-in-class mechanical integrity program. Learn how moving beyond traditional qualitative approaches to optimized CML selection can reduce risk and maximize the value of...

35 years ago, an inspection supervisor, some inspectors, and a project engineer could cover an entire refinery. So why are so many more mechanical integrity resources needed today?

Read a firsthand account of how organizing Process, People, Plant, and Performance can reveal breakdowns in your corrosion management practices and drive down corrosion related leaks.

Steam systems account for almost a third of the energy used in industrial applications for product output. Maintaining their integrity and efficiency is vital. Learn how an effective risk-management process aids in the optimization of these critical...

Are you giving CUF the attention it deserves? Learn the vital role fireproofing plays in maintaining the integrity and reliability of what it protects as well as what's needed for managing potential CUF issues.

Asset integrity and life cycle management are unique but intertwined concepts. The dynamic process between these principles has a significant impact on the lifecycle of individual assets and, therefore, the integrity of an entire plant.

Myths, challenges, and good practices related to process piping integrity management activities that help inspection and maintenance managers make the right decisions to develop cost-effective piping inspection plans without compromising the...
Inspectioneering Founder & Chief Editor, Greg Alvarado, recently had the privilege to sit down with Clay White, Director of Mechanical Integrity for Phillips 66 (Downstream), to discuss the world of fixed equipment reliability in the refining and...

Flare systems provide hydrocarbon facilities with safe and efficient discharge of relief and waste gases by controlled open flame burning. This article provides information on the selection, inspection, and maintenance of various types of flares.

In this article, the roles and responsibilities of the corrosion and materials SME will be outlined as I see them, fully recognizing that there is probably no one person out there with all the knowledge and skills suggested herein.

Some facilities lead the industry with streamlined RBI/IOW programs, and some facilities are just implementing standard calendar-based programs. Both are still susceptible to inspection interval gaps.
As the industry strives to maintain PSM/OSHA compliance through owner/user mechanical integrity programs, inspection professionals should fully understand technical standards to generate an adequate repair recommendation or request further...
This article summarizes seven key questions that an organization needs to answer to create a robust mechanical integrity program that is properly designed to monitor corrosion and indicate when issues increase to a level requiring review or...

This article describes a high-level dead leg integrity management program overview and is based on experience, knowledge, and adaptation of inspection management philosophies currently being implemented within the Oil & Gas and the petrochemical...
This paper provides the background for the technology behind the Third Edition thinning model as well as step-by-step worked examples demonstrating the methodology for thinning in this new edition of API RP 581.
The concept of reducing Condition Monitoring Locations (CMLs) is misguided, and the number and location of CMLs should be OPTIMIZED, not systematically reduced. CML allocation in piping requires a good process, otherwise, you can run into a lot of...
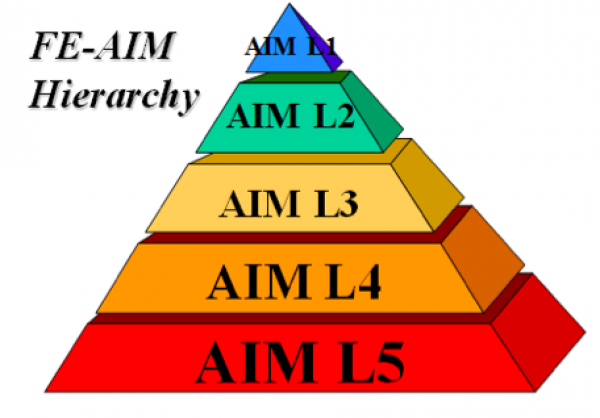
Did you ever wonder where you fit into the entire hierarchy of a fixed equipment asset integrity management (FE-AIM) program? Or who is responsible and accountable for what aspects of FE-AIM at your site? All the way from top management down to...
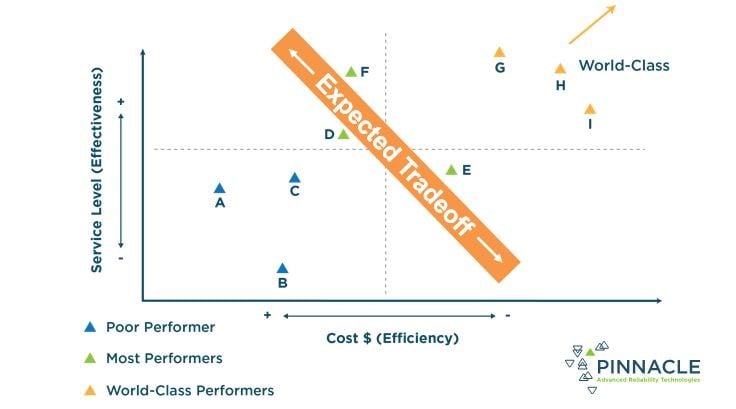
Integrity and reliability personnel at processing facilities are no strangers to initiatives to improve processes in the pursuit of establishing best-in-class reliability programs. It is common practice for operators to enlist help from third...
Many plants inspect PRDs on preset intervals as recommended by inspection code API 510, and implement inspection practices such as API RP 576. Just seeking PRD compliance with codes and standards usually results in mediocre mechanical integrity and...
This paper identifies the attributes and benefits of a data and metrics-driven management system focused on process safety design integrity and reliability relative to loss of primary containment (LOC). This management system process focuses on the...
RBI and NII are designed to achieve significant cost savings and risk mitigation benefits over a piece of equipment’s lifetime in the long term.

This article highlights the evolution of corrosion monitoring from conventional ultrasonic to ultrasonic phased array manual and automated solutions and their use for both general purposes and complex applications.
Equipment integrity and reliability programs are essential for refinery and chemical facility operators. The processes of the programs are developed to ensure safety, optimize component life cycles, and promote smooth and economical operations.
To ensure the mechanical integrity and fitness-for-service (FFS) of equipment, facility managers, reliability engineers, and inspection technicians must understand the HTHA damage mechanism.
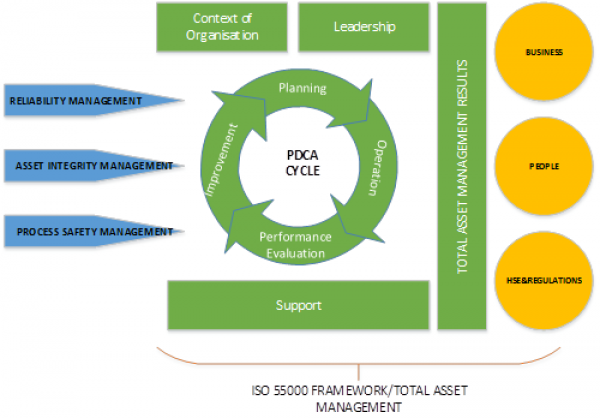
This article highlights several benefits of sound reliability and mechanical integrity practices and how they serve as the cornerstone of effective asset management. Moreover, we believe effective asset integrity management is not only important,...
Once upon a time in the land of Ooze, there were two processing plants that boiled oil to make fuels and various other valuable petrochemical products. On one side of the river, rests a site called Perfecto Process Plant, while just across the river...
If everyone in an industrial setting actively looked for things that were not right or seemed different, or looked at small mistakes as opportunities to prevent larger ones, what would the future look like?

Inspectioneering recently had the opportunity to sit down with Texas Railroad Commissioner Ryan Sitton and discuss the evolution of reliability in the oil and gas industry.

Rarely is there a new and unknown cause of a major Fixed Equipment Mechanical Integrity (FEMI) failure in the petrochemical and refining industry. This article briefly summarizes five major fixed equipment mechanical integrity (FEMI) failures from...
In the oil & gas, chemical and petrochemical industries, identifying, understanding, and controlling process hazards in order to prevent process-related injuries and incidents is of the utmost importance. EPA and OSHA have released numerous...
The tubes of heat exchangers (HX), whether for a shell and tube bundle or an airfin, are typically subject to some form of nondestructive examination (NDE) to try and quantify the remaining wall thicknesses and corrosion rates to help a plant to...
Reliability engineering tools and concepts can be used to avoid or delay failures, thus increasing product service life. Design or maintenance teams use reliability engineering techniques to identify failures and their causes.

Based on my 45+ years of experience working with fixed equipment mechanical integrity (FEMI) issues in the refining and petrochemical processing industry, this article summarizes what I believe are the top 10 reasons why pressure vessels and piping...

The role of an API inspector is rapidly changing. Necessary skills for success have transformed as technology, standardization, and regulations have become part of the way of life.
One of the reasons we continue to have too many fixed equipment mechanical integrity (FEMI) events in the refining and process industries is the lack of understanding and appreciation by site management for the hazards posed by the 101 FEMI issues.

For over 20 years OSHA's process safety management (PSM) standard worked to guarantee safe and healthy workplaces in industries that use hazardous chemicals. For most of that time the standard had remained largely unmodified. This all changed last...

Based on my 45+ years of experience working with fixed equipment mechanical integrity (FEMI) issues in the refining and petrochemical processing industry, this article summarizes what I believe are the top 10 reasons why pressure vessels and piping...

The Province of Alberta has a long history of pressure equipment safety dating back to 1897 when the first boiler laws were introduced to regulate the new technology of steam boilers. Boiler inspectors were hired, and soon thereafter the Alberta...
One of the more common inspection monitoring programs for pressure vessels is to perform thickness measurement at Corrosion Monitoring Locations (CMLs) to allow monitoring of minimum thicknesses and provide estimates for corrosion rates. These...
This blog post is the second part of a two part series that assesses the top ten reasons for FEMI failures that cause process safety incidents. The ten reasons I’ve outlined are a result of doing 60+ FEMI audits within refineries and chemical...
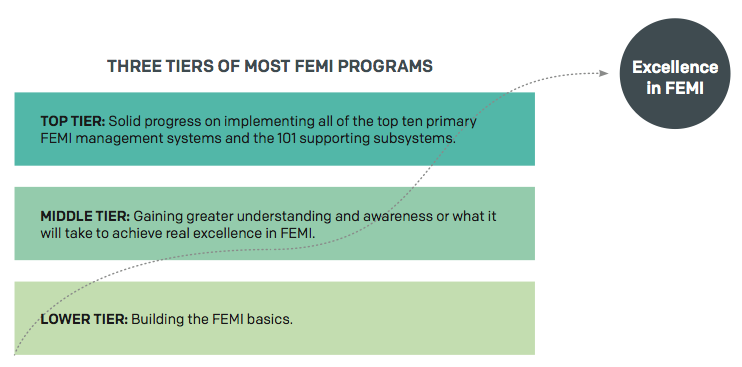
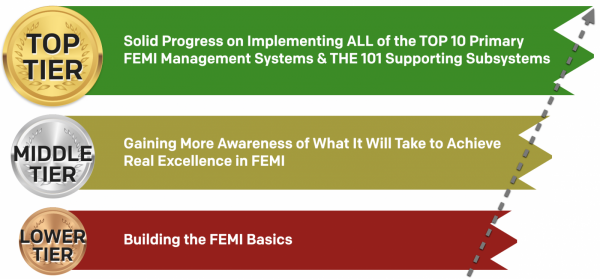
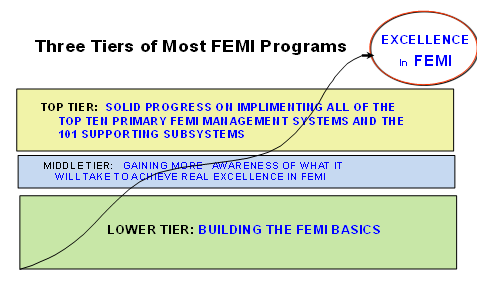
There are typically three tiers to pass through for most fixed equipment mechanical integrity (FEMI) programs before they reach excellence in FEMI. In my 45 years in the FEMI business, I have observed FEMI programs in all three tiers (phases).

Earlier this year, our friends at Pinnacle Asset Integrity Services hosted a webinar entitled Mechanical Integrity Assessment: Why Bother? The broadcast included discussions on the history and value of asset integrity programs, as well as the...
IÂ have written numerous technical articles addressing how to improve your fixed equipment mechanical integrity (FEMI) program. This time I will deviate from the FEMI technologies and methodologies to address a topic that may be equally...
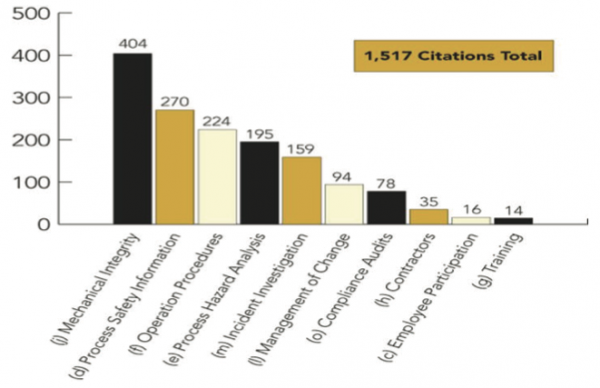
The Process Safety Management Rule (29 CFR 1910.119 - PSM) has long been recognized as a collection of interdependent requirements. In recent reviews of PSM programs by OSHA, it has been shown that two of the most cited elements in agency audits...

This is the last out of the ten articles in this series. Clearly, Continuous Improvement (CI) has a major role in achieving excellence in PEI&R. All the advances we’ve made over the years in achieving excellence in PEI&R stems from our continuous...
What I am primarily concerned with, in this article, is erosion corrosion control. Now, what is erosion corrosion? Well, no matter how you might look at it, erosion corrosion involves the degradation of the material by some mechanical action, in...
Air-cooled heat exchangers (AC-HEs) are used extensively throughout the oil and gas industry, from upstream production to refineries and petrochemical plants, under high pressure and high temperature conditions, as well as corrosive fluids and...
Thanks to constantly improving technology developments, inspection of atmospheric storage tanks has yielded better data which, when used as input, improves the accuracy of advanced assessment techniques. Coupling the improved inspection data with an...
Clearly, record-keeping and data management have a major role in achieving excellence in pressure equipment integrity and reliability (PEI&R). Everything else we do to achieve excellence in PEI&R stems from keeping high quality and complete PEI&R...
In the first article entitled How to Put It All Together - Guide to Organizing a Successful PEI Program in the current series of articles that I am writing, I provided an overview of the necessary Management Systems (MS) for a successful program to...
Maintenance has been around since prehistoric man fixed a broken, trusted spear instead of fashioning a new one. One concept of maintenance is any activity that extends the useful life or enhances the performance of an item of interest. A broad...
The morning meeting at the plant was a tough one for you. As an area engineer you are not satisfied with the information you are receiving from your team's investigation into a major compressor wreck that has happened once again. The conclusion...
Once again there is a crack found in the inlet tubesheet in your high-pressure high temperature heat exchanger. As head of the maintenance engineering effort, you know that plant management will ask you if it can run safely and reliability until...
Putting off the initial inspection (i.e. baseline) of piping and vessels in a new process unit is both common and problematic. The tendency of owners is to rely on the nominal thickness because the actual original thickness was either not measured...
In two previous issues we discussed the important difference between steady and cyclic loading, and why loose bolts fail while tight ones do not. This issue will offer two suggestions for reducing the tendency for bolts to become loose.
In the previous issue we dealt with the fact that bolts can withstand significantly less cyclic loading than steady loading. We are now looking at the mechanics of why bolts fail if flanges are allowed to separate during operation.

The most common equipment vibration problems are often solved in industry without the use of specialty engineering resources. Routine vibration problems-from machinery imbalance and misalignment to simple cases of noise and resonance-are often...
In the first article in this series entitled How to Put It All Together - Guide to Organizing a Successful PEI Program, (1) I provided an overview of the necessary Management Systems (MS) for a successful program to achieve excellence in pressure...
A continually frustrating phenomenon to many of us is the situation where a tight bolt will function satisfactorily, but in the same situation, a loose bolt will fail...

High Temperature Hydrogen Attack (HTHA) is a long known and still occurring degradation issue for fixed equipment construction materials in the hydrocarbon process industry where hydroprocess plants (hydrogen plus hydrocarbons) are in service....
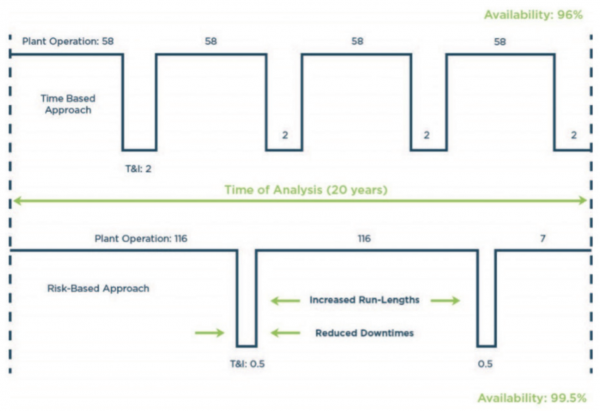
Inspection intervals for equipment have in the past been defined in a prescriptive manner. However, industry is now embracing the Risk Based Inspection (RBI) approach which in contrast prioritises inspections based on an assessment of the risk to...
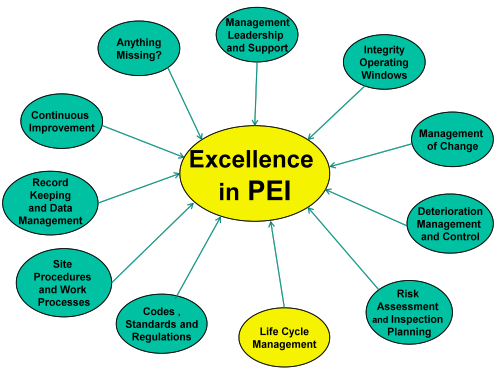
Like all of the other 10 MSs in our filing cabinet, this MS on Management Leadership and Support of PEI (shown in Figure 2 below) is vital to success and linked inextricably to all the other PEI MSs.
Leakage of pressure vessel and piping bolted joints in refineries is an unnecessary hazard, with high associated cost, that can be easily rectified using currently available technology. There have been advances in gasket testing technology in recent...
Knowing what needs to be accomplished in order to achieve excellence in pressure equipment integrity (PEI) is one thing, but knowing how to organize it all for success is quite another.

In the oil and gas industry, pressure vessel integrity is a major concern. After internal and external inspections various anomalies or defects can be reported and repairs could be required for pressure vessels in order to restore its original...
It is important to preserve as accurate an account as possible if we are to learn from the past. I believe it is important to protect ourselves from ourselves from rationalizing the past to justify movement toward "rationalization of abnormalities",...
It has been over 3 years since the fatal blast at the BP Texas City Refinery on March 23, 2005, where 15 lives were lost, more than 170 people injured and survivor's lives changed forever. Historical memory can be an odd thing.
You're at 32,000 feet in an airplane when you look out the window. You observe the wing of the jet moving up and down with the turbulence, like a child bending a coat hanger over and over again until the wire fractures into two pieces. You wonder...

OSHA’s National Emphasis Program (NEP) (1) is now well underway, with 17 of 81 targeted refineries having been reviewed so far (2). OSHA launched the NEP in 2007 after the deadly incident at BP Texas City. As of March this year, OSHA claims to...
Facilities are often content in compiling event data, entering thickness measurements, assigning a system description, tracking work requests and recommendations in their databases. These are certainly valuable data points but using your database...
Degradation of materials with time during service is a common phenomenon for all engineering components. Hence periodic inspection is required to ensure structural integrity and availability for service. During in-service inspection (ISI), wall...
From time to time, I'm asked why some operating sites don't seem to pay adequate attention to the need to protect and preserve pressure equipment integrity (PEI). Too often a few sites don't seem to "get it" until they have a major process safety...
This series of articles describes the elements for a successful fixed equipment reliability program in a petrochemical facility. These articles will address management systems, engineering practices, preventive/predictive maintenance/inspection...

This series of articles describes the elements for a successful fixed equipment reliability program in a petrochemical facility. These articles will address management systems, engineering practices, preventive/predictive maintenance/inspection...
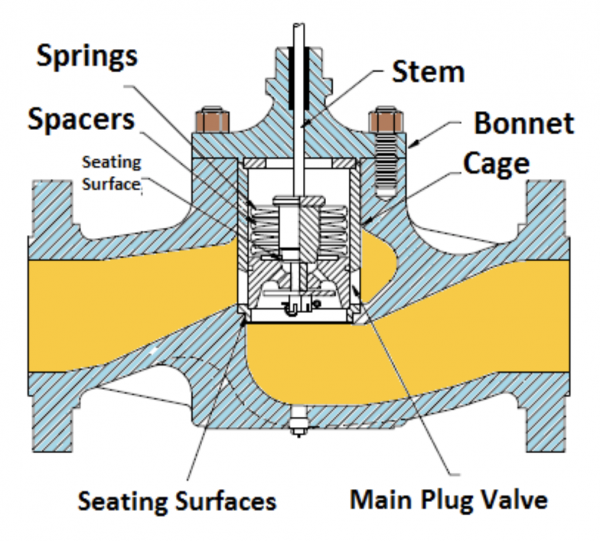
The July/August 2006 issue of the IJ contained Part 1 on the integrity of salvaged, remanfactured and repaired control valves. This second part includes recommendations for the straightforward and efficient identification, abatement, and ongoing...
Control valve damage resulting from severe service applications is typically recognized by visual inspection and corrective action (assuming such repair actions appropriately return the valve to its original design specifications and dimensions as...
This survey did not make metrics the primary focus. More importantly, our focus was on practices that lead to better performance. You still have to link these practices to performance.
Carbon dioxide (CO2) corrosion is most typically found in boiler condensate return systems that are not adequately treated with corrosion inhibitors (typically amines). Dissolved CO2 in condensate forms carbonic acid (H2CO3) which corrodes steels...

We are happy to announce the 10-year anniversary of the inaugural issue of the Inspectioneering Journal!
One of the more important uses of the 99 Diseases of Hydrocarbon Process Equipment is to determine how to safely operate process pressure equipment. Such a work process thereby minimizes the impact of any potential degradation mechanisms (the 99...
Hydrogen stress cracking occurs when corrosion from acids like wet hydrogen sulfide or hydrofluoric acid (HF) cause atomic hydrogen to penetrate hardened or higher strength steels and cause stress cracking.
Demanding cleaner fuels Environmental regulators drive refiners to introduce bottom-of-the barrel conversion hydroprocessing units, to produce cleaner fuels. These include hydrotreaters and hydrocrackers with reactors that operate at high...
The following is the final part of a 2-part series outlining the relationship between key operating parameters and corrosion that has been used to develop a set of guidelines to define an operating envelope.
Corrosion and fouling in HF Alkylation Units are closely linked to feed quality and operating conditions. This article outlines the relationship between key operating parameters and corrosion that has been used to develop a set of guidelines to...
Casting defects are an age old problem for our industry that seems to be getting worse as foundries in the older industrialized world shutdown for economic reasons.
Hydrogen Embrittlement (HE) is an insidious form of degradation that can strike during equipment fabrication, cleaning, repairs or while in-service. It stems from the infusion of atomic hydrogen into some higher strength steels that then leads to...
There are a variety of forms of wet H2S cracking. In this short article I will focus on two of the most common forms: hydrogen induced cracking and stress-oriented hydrogen induced cracking (HIC/ SOHIC). HIC is often fairly innocuous (but not...
Ammonia stress corrosion cracking (SCC) has been around a long time. Most everyone has experienced it from time to time. It's not uncommon in brass tubes in cooling water service that is contaminated with ammonia due to biological growths or other...
Recently an unnecessary financial incident was caused as a result of an inadequate tank inspection and failure to recognize the hazards of rain entering leaking fixed roofs of storage tanks. A bolted bladder tank upgrade was scoped for miscellaneous...
Thermal shock is another one of those pressure equipment afflictions where communication with operating groups is a vital factor in prevention. Thermal shock failures usually involve sudden quenching of high temperature equipment and furnace tubes...
Cavitation is the sudden formation and immediate collapse of vapor or air bubbles in a liquid stream when system pressure falls below the vapor pressure of the liquid. The sudden collapse of these tiny bubbles generates enormous, though tiny forces...
Few of us have not experienced or heard about vibration fatigue (cracking) failures, especially around pumps and compressors. Typically small branch connections, equalizer lines, vents and drains are susceptible, especially if they are screwed...
Graphitization is not something that operators can do much about, and thankfully it is not very common. We as engineers and inspectors have to know about this one and prevent it or detect it. It occurs when the microstructure of some carbon and...
This is the name given to a form of embrittlement that occurs in 400 series of stainless steels, duplex SS's and less commonly in some 300 series stainless steels containing a metallurgical phase called ferrite. The embrittlement occurs from 600...
This failure mechanism is unfortunately all too common in our industry. It's also known as stress rupture, and it is usually entirely preventable by proper maintenance and operating procedures. It occurs when equipment, piping or furnace tubes...
Now you say, he's got to be putting me on. What is green rot? I didn't invent it. I first read about it in one of the early texts on corrosion engineering by Ughlig or Fontana, the venerable corrosion professors at MIT & Ohio State. But when I...
Welcome to a new series of articles about the ninety-nine leading types of degradation, flaws and failure that can and do happen to pressure equipment in the hydrocarbon process industry.
In part 1 we covered: - Evolution of the emergence of advanced NDE - External and internal motivators to develop more effective inspection programs - Risk based approaches - Sources of industry reference materials - Setting the Course - Why...
Hydrogen-induced cracking is a damage mechanism commonly observed in the petroleum refining industry [1, 2]. The damage appears as laminar cracks and blisters, which can link up in the through-wall direction to form stepwise cracking.
We've come a long way since my introduction to plant inspection processes in 1975 and certainly since the industrial revolution in the late 1800's. As I recall from history class it was the intent of the wealthy industrialist to make money, plain...
Determination of the mechanical integrity of pipe and equipment in US process industries has evolved from day to day business to federal mandate (OSHA 1901.119) to a part of industry best practice. Insulated pipe and equipment pose specific...

In part 1 of this article we covered the importance of quality assurance of UT data, that is, understanding for each particular application, the accuracy required of the UT data, and new ways/graphical program to analyze and show the...
This article continues to outline the 101 essential elements that need to be in place, and functioning well, to effectively and efficiently, preserve and protect the reliability and integrity of pressure equipment (vessels, exchangers, furnaces,...
Many digital ultrasonic thickness gauges have internal memory that allows the storage of thousands of thickness readings. Some instruments have "sequential" data loggers that store the thickness values in a numerical series. These data loggers are...
Keeping critical equipment on-line can be a challenging task. Monitoring the wall thickness of equipment subjected to corrosive chemicals, temperature and operational changes is both a safety and manufacturing concern. Thus, on-line testing of...
In two previous issues we discussed the important difference between steady and cyclic loading, and why loose bolts fail while tight ones do not. This issue will offer two suggestions for reducing the tendency for bolts to become loose.
One of the greatest challenges facing many of refining, fossil power, and pulp and paper industries is: How to effectively examine their insulated piping?
In the previous issue, we dealt with the fact that bolts can withstand significantly less cyclic loading then steady loading. We are now looking at the mechanics of why bolts fail if flanges are allowed to separate during operation.
In Part 1 of this article, in the last edition of the IJ, I introduced the work process that we use to assess the effectiveness of our pressure equipment integrity (PEI) management. It involves a self-assessment workbook filled out by site...
Damage of carbon steel pressure vessels due to various in-service damage mechanisms continues to be a serious concern in the refining and petrochemical industries. A survey conducted in 1990 by the NACE T-8-16 Work Group to determine the nature and...
In a past issue, we discussed one solution to the instrument line block valve pendulum problem. This was where the valve assembly can be mounted remotely from the vibrating product line, such as at-grade. This issue covers two possibilities where...
In the Jan/Feb issue of the IJ, I mentioned how important the Management of Change (MOC) process is when it comes to maintaining safe, leak-free piping systems; stating that we in the inspection business cannot do it alone; that is, we taint the...
This is the second in a series of articles on piping inspection. In the last article, I enumerated four inspection issues that I believe contribute to inadequate piping mechanical integrity in the hydrocarbon process industry.
This is Part II of a series of reliability of coke drums. Part I discussed some of the causes of bulging and cracking in coke drums. Here, the effect of operation on damage will be covered, along with possible solutions for increasing drum life...
Petroleum coke production is an important source of revenue for many refineries. While coking units were initially constructed to deal with a waste product, these units are now of significant economic value.
A set of delayed coker drums were placed in service in 1968, and now have 27 years of service in what may be the most violent and severe cyclic loading conditions of any petrochemical vessel. As part of the continuous evaluation of their integrity,...

This final issue on gusset problems will discuss why gussets are "stiffeners" rather than "strengtheners." The effective load bearing capacity of a member of given strength is based upon how large a cross-sectional area is carrying the load....
A set of delayed coker drums was placed in service in 1968, and now have 27 years of service in what may be the most violent and severe cyclic loading conditions of any petrochemical vessel. As part of the continuous evaluation of their integrity,...

A pair of delayed coker drums was placed in service in 1968, and now have 28 years of service in what may be the most severe cyclic loading conditions of any petrochemical vessels. They are a conventional ASME VIII/Div 1 pressure vessel design...

Last issue, in keeping with the evaluation that "gussets are stiffeners, not strengtheners," we discussed welding around the ends of the gusset plate instead of just along the sides in order to reduce the stress concentration. A further improvement...
On-line condition monitoring concepts which have originally been applied to vibration monitoring of rotating equipment are now being applied to monitoring the structural integrity of power plant components. Market demand for more flexible plant...
In our inspection organizations, we have identified a number of critical success factors (CSF's) which are vitally important if we are to achieve the level of pressure equipment reliability and integrity to which we aspire. One of our CSF's is the...
Nelson Curve changes in the late 1980's provided cause for Shell Oil Company to look at more reliable NDE non-destructive evaluation methods for assessment of materials/equipment in high temperature hydrogen service. The primary change motivating...
Low-energy piping system failures in power-generating facilities are often the result of fouling and corrosion. These degradation mechanisms can affect the capacity of piping for fluid-carrying, the heat transfer rates of heat exchangers, and the...
Eight years ago PG&E began a program for its fossil plants for early detection, repair and prevention of Erosion/Corrosion (E/C) failure mechanisms. Since its inception, hundreds of worn piping components have been detected and repaired before...
Corrosion is one of those "equal opportunity" hazards that affects all industries indiscriminately, to the tune of billions of dollars annually in repair and replacement costs. Some types of corrosion are readily apparent, such as rusting of...
The United States Department of Labor (USDOL) Occupational Safety and Health Administration (OSHA) standard 29 CFR 1910.119, "Process Safety Management of Highly Hazardous Chemicals," has been in effect since may of 1992. To enforce this...
Equipment maintenance methods and philosophies continue to evolve. What has taken many by surprise is the rate of change and the sense of urgency that now surrounds issues related to Mechanical Integrity (MI) in the field of maintenance...
We dedicate this forum to the owners/operators of Chemical, Refining and Utility process facilities. The Inspectioneering Journal will publish articles on a bi-monthly basis. Some of the topics we will cover as they relate to mechanical integrity...
MISTRAS Group, Inc. (NYSE: MG) is a US-based, leading "one source" multinational provider of integrated technology-enabled asset protection solutions, helping to maximize the safety and operational uptime for civilization’s most critical industrial and civil assets.
MISTRAS Group, Inc. (NYSE: MG) is a US-based, leading "one source" multinational provider of integrated technology-enabled asset protection solutions, helping to maximize the safety and operational uptime for civilization’s most critical industrial and civil assets.
Pinnacle builds and runs programs that empower facilities to make value-based decisions on how to manage risk, resulting in safe and profitable operations. We have gathered, organized, and analyzed more mechanical integrity and reliability data than any other company in the world.
Pinnacle builds and runs programs that empower facilities to make value-based decisions on how to manage risk, resulting in safe and profitable operations. We have gathered, organized, and analyzed more mechanical integrity and reliability data than any other company in the world.
Becht provides comprehensive and technically excellent engineering consulting, and project and turnaround management services to the energy, industrial gas & chemicals sectors, worldwide.
Becht provides comprehensive and technically excellent engineering consulting, and project and turnaround management services to the energy, industrial gas & chemicals sectors, worldwide.
Asset Intelligence (AsInt) is at the forefront of driving digital transformation in asset management across various industries. We provide a comprehensive suite of services beyond traditional software development and encompass software consulting expertise in Asset Performance Management (APM) and Enterprise Asset Management (EAM).
Asset Intelligence (AsInt) is at the forefront of driving digital transformation in asset management across various industries. We provide a comprehensive suite of services beyond traditional software development and encompass software consulting expertise in Asset Performance Management (APM) and Enterprise Asset Management (EAM).
IGS is an international provider of surface protection solutions. We have over 35 years of experience helping customers solve metal wastage and reliability problems in mission-critical equipment and are an industry leader in the development and application of solutions to corrosion and erosion problems in challenging operating environments.
IGS is an international provider of surface protection solutions. We have over 35 years of experience helping customers solve metal wastage and reliability problems in mission-critical equipment and are an industry leader in the development and application of solutions to corrosion and erosion problems in challenging operating environments.
Ethos has assembled a team of experts who apply what they learned through years of process safety experience in the industry and dealing with OSHA and EPA. We have "been there, done that," and provide practical expertise that most other consulting firms cannot.
Ethos has assembled a team of experts who apply what they learned through years of process safety experience in the industry and dealing with OSHA and EPA. We have "been there, done that," and provide practical expertise that most other consulting firms cannot.
PK Technology is a full-service inspection contractor, as well as, an in-house software development company specializing in the Oil and Gas industry. PK Technology is the creator of intelliSPEC, the worlds first Digital Data Management System (DDMS) which is a robust and intelligent solution designed to digitize, analyze and realize all vital data.
PK Technology is a full-service inspection contractor, as well as, an in-house software development company specializing in the Oil and Gas industry. PK Technology is the creator of intelliSPEC, the worlds first Digital Data Management System (DDMS) which is a robust and intelligent solution designed to digitize, analyze and realize all vital data.
Fixed Equipment Reliability is an inspection and NDE company providing world-class Inspection and Mechanical Integrity services to the petrochemical industry. FER was founded by a dedicated team of inspection professionals who specialize in the implementation and optimization of Risk Based Mechanical Integrity programs.
Fixed Equipment Reliability is an inspection and NDE company providing world-class Inspection and Mechanical Integrity services to the petrochemical industry. FER was founded by a dedicated team of inspection professionals who specialize in the implementation and optimization of Risk Based Mechanical Integrity programs.
Antea delivers risk based inspection, asset integrity management and inspection data management software solutions with 3D digital twin and mobility. Globally trusted in process industries for over 34 years. Scalable from single to multi-site. Configurable. Backed by unparalleled data management services for saved time and resources. API compliant.
Antea delivers risk based inspection, asset integrity management and inspection data management software solutions with 3D digital twin and mobility. Globally trusted in process industries for over 34 years. Scalable from single to multi-site. Configurable. Backed by unparalleled data management services for saved time and resources. API compliant.
E²G is a technology-driven company that solves engineering problems. Our consulting services, corporate standards, & proprietary software deliver practical solutions that solve asset challenges & meet operational needs. We find answers to challenging industry problems that promote safety, reduce downtime, maximize reliability, & minimize damage.
E²G is a technology-driven company that solves engineering problems. Our consulting services, corporate standards, & proprietary software deliver practical solutions that solve asset challenges & meet operational needs. We find answers to challenging industry problems that promote safety, reduce downtime, maximize reliability, & minimize damage.

Greg Alvarado shares experiences and initiatives that were seminal in getting us to where we are and insights on where we would do well to focus in the future.

Learn how facilities can utilize their process data to bring MI and operations teams together, optimize turnaround strategy, and reduce risks and costs.
Inspectioneering teams up with Gecko Robotics to discuss how new technologies are optimizing API 653 inspections and driving operational efficiencies.
This webinar explores how integrating data science methodologies can transform this process and avoid dismissing valuable insights.

Through the use of industry-developed protocols, the process safety site assessments evaluate the quality of the written programs and the effectiveness of field implementation.

The U.S. Chemical Safety and Hazard Investigation Board (CSB) has released a new safety video on its investigation into the serious November 2019 incident at the TPC Group Chemical Plant in Port Neches, Texas.
During this webinar, we will cover some of the primary unit layouts used in processing renewable feeds, both in co-processing at existing plants and in standalone 100% renewables units.

Inspectioneering teams up with Pinnacle to bring you "A Data-Driven Approach to Sustaining and Improving Your MI Program."

The CSB has released a new safety video detailing the events leading to the fire, explosions, and toxic hydrofluoric acid (HF) release at the Philadelphia Energy Solutions (PES) refinery in Philadelphia, Pennsylvania, on June 21, 2019.
Inspectioneering teams up with Pinnacle to bring you "Leveraging Data Science and Machine Learning to Improve Your Reliability and Mechanical Integrity Programs," a one-hour webinar presented by Andrew Waters and Kevin Birkby.

Watch this video presented by MISTRAS Group to see the value and efficiency multi-disciplined teams who perform multiple asset protection activities can deliver.
Inspectioneering teams up with The Equity Engineering Group, Inc. to bring you "FFS Assessment of Aboveground Storage Tanks - Common Pitfalls and Case Studies," a one hour webinar presented by Kate Gustoff.

Inspectioneering teams up with MISTRAS Group to bring you "How a Holistic Approach to Mechanical Integrity Drives Value," a one-hour webinar presented by Nick Sowa and Ryan Jones.

Inspectioneering teams up with Pinnacle to bring you "4 Ways to Get More from Your RBI Program," a one hour webinar presented by Ryan Myers and Lynne Kaley.
Inspectioneering teams up with Pinnacle to bring you "Combining Subject Matter Expertise and Data Science to Optimize CML Inspection," a one hour webinar presented by Andrew Waters, Lynne Kaley, and Davis Baker.
Inspectioneering has teamed up with The Equity Engineering Group to bring you "Pressure Relief for Non-Process Engineers: 10 Things All Plant Personnel Should Know," a one hour webinar presented by Phil Henry, Principal Engineer II at E²G.

This brief video addresses the most common relief valve MI program finding when we do audits and assessments. We share the specific references in API RP 576, which is the key RAGAGEP used for PRV inspection, testing, and maintenance.
Inspectioneering has teamed up with The Equity Engineering Group to bring you "Understanding the CCD/IOW Implementation Process," a 60-minute webinar presented by Brian Jack, Principal Engineer at E²G.

MISTRAS Digital is an end-to-end workflow solution that helps boost productivity by streamlining time-consuming, inefficient work processes to help your inspection, maintenance, and reliability teams.

Inspectioneering teams up with Johns Manville for the webinar, Mechanical Integrity Considerations for Your Insulation System. This webinar provides an overview of insulation systems, industry documents, insulation considerations, and more.

In January of 2019, mechanical integrity professionals from around the world packed into the Grand Ballroom of the Galveston Island Convention Center to attend John Reynolds’ keynote for the API Inspection and Mechanical Integrity Summit.
PinnacleART Principal of Asset Management Solutions, Sean Rosier, and Vice President of Business Development, Nathanael Ince discuss through steps to tackle the challenges your facility may be currently facing around PSM MI.

The U.S. Chemical Safety Board (CSB) has released an updated safety video detailing the events from the explosion at the BP refinery in Texas City, Texas, which killed 15 workers, injured 180 others, and caused billions of dollars in economic losses.

The U.S. Chemical Safety Board (CSB) has released a preliminary animation detailing the events leading to the June 21, 2019, explosion and fire at the Philadelphia Energy Solutions (PES) Refinery in Philadelphia, PA.
In this Whiteboard Discussion, Chief Editor Greg Alvarado discusses the concept of "Scalable Accuracy," a term used to describe the varying levels of detail necessary to consider when planning and conducting a Risk-Based Inspection (RBI) assessment
Although CUI is widely recognized as a primary driver for damage in the petrochemical industry, the solutions often lack the sophistication devoted to other damage mechanisms.
Many refining, gas processing, and petrochemical plants have already identified the need to define Integrity Operating Windows, but most are still unsure how to extract the most value from them.
In this Whiteboard Discussion, Greg Alvarado provides a simple answer to an even simpler question: Why do we inspect?
Clay discusses his professional journey, industry influences, major challenges faced in the process industries, exciting developments in mechanical integrity, and more.

Those involved in the implementation or management of mechanical integrity (MI) programs understand the value of good feedback. An effective feedback loop is critical to ensuring your MI program is achieving the desired results.

30-minute interview on the evolution of reliability and its role within the energy and process industries with Ryan Sitton, Texas Railroad Commissioner.

60-minute webinar presented by PinnacleART on the evolution of inspection and mechanical integrity programs in the refining and process industries.
Pinnacle Webinar - Mechanical Integrity Assessment: Why Bother? from PinnacleAIS Government regulations require facilities to have a documented safety program in place, yet there are still many plants without any type of mechanical integrity...

This white paper from PK Technology discusses the importance of having a long-term strategy in place for managing piping and structural steel coatings in your facilities.
This white paper from EVIDENT summarizes the basic principles of TFM and PCI, and provides examples from real use cases using artificial defects to compare the image results from these two inspection techniques.

This whitepaper will examine the digital technologies that are quickly becoming industry standards for asset integrity management and how they provide contextualized visualization for real-time insight into asset health and conditions.
CML Prioritization by the methodology presented in this case study by Pinnacle is a new CML Optimization methodology and predicts future thinning based on past performance from that same CML across repairs and replacements.
This white paper from Olympus summarizes the basic principles of phased array, explains the kind of data generated by the technique, and briefly discusses some of the advantages of phased array compared with conventional ultrasound.

Reuters Events has recently released the Three Pillars of Asset Performance Management: People, Process & Technology white paper to identify, explore and implement the 3 core pillars underpinning an effective reliability strategy in downstream.
This white paper discusses new solutions for long seam weld inspections, which have historically been challenging to inspect because of their thin wall thicknesses, the vertical weld bevel orientation, and the pipe curvature.

This white paper discusses how, through the application of ADCV, facilities are able to use data-driven solutions to reduce decoking times and reveal unexpected operational issues and validate cleaning efforts.

This white paper discusses a unique turn-key approach to touch point corrosion, which eliminates the need for operators to deal with multiple contractors, ensuring seamless integrity management of critical assets.

This course addresses the breadth and depth of an asset (mechanical) integrity program. Whether you are developing a new program or are responsible for updating/auditing an existing program, this course is packed full of practical, proven techniques.

Learn how to effectively identify the equipment that should be included in a facility's process safety management program, specifically the facility’s mechanical integrity program.

This course addresses the top ten opportunities for improvement in fixed equipment mechanical integrity (FEMI) programs as identified by John Reynolds.
This eBook discusses typical damage morphology, inspection methods, and damage assessment and mitigation strategies for sulfidation and high-temperature H2/H2S corrosion.

This checklist is designed to help Inspectors and Reliability Engineers determine if your facility is ready to implement a risk-based inspection (RBI) program.

This checklist covers some of the primary areas of concern when inspecting fired heaters for damage, deterioration, or inefficiencies.

This eBook discusses the typical damage morphology and inspection methods used to identify and characterize high-temperature creep, as well as damage assessment and mitigation strategies.

The health monitoring and reliability management program for fired heaters outlined in this eBook can help plant management achieve their long-term goals.
This eBook offers practical guidance for, and real examples of, in-service degradation attributed to stress corrosion cracking (SCC). It provides a detailed discussion on SCC detection, characterization and evaluation, and mitigation.

This eBook covers the various valve types, their common uses, governing standards and recommended practices, and their role in the overall mechanical integrity process.

This brief eBook covers the techniques commonly used including the varying reasons to heat treat, the types of heat treating available, methods of heat treating to achieve specific material properties, and the role mechanical integrity plays.
This eBook offers practical guidance for, and real examples of, in-service degradation attributed to wet H2s damage. It provides a detailed discussion on wet H2S damage detection, characterization and evaluation, and mitigation or remediation.
This helpful guide is designed to help you understand the benefits that CCDs and IOWs can bring to your mechanical integrity program. It also provides a 9-step process for the successful implementation of CCDs and IOWs at a facility.
This eBook offers practical guidance for, and real examples of, in-service degradation attributed to corrosion under insulation. It provides a detailed discussion on CUI detection, characterization and evaluation, and mitigation or remediation.

This helpful guide provides an outline of current jurisdictional regulations (as of July 2021) in the United States for the use of RBI as a means of determining the next inspection date for initial and subsequent internal inspection of storage tanks.
This eBook offers practical guidance for, and real examples of, in-service degradation attributed to thermal fatigue. It provides a detailed discussion on thermal fatigue detection, characterization and evaluation, and mitigation or remediation.

This Asset Intelligence Report on Risk Based Inspection serves as a primer to increase your familiarity with the principles of RBI, RBI implementation, and maintaining an RBI program.
This eBook is intended to give the uninitiated user a good general overview of the concepts and approach to Fitness-For-Service that represent the current “Best Practice.”
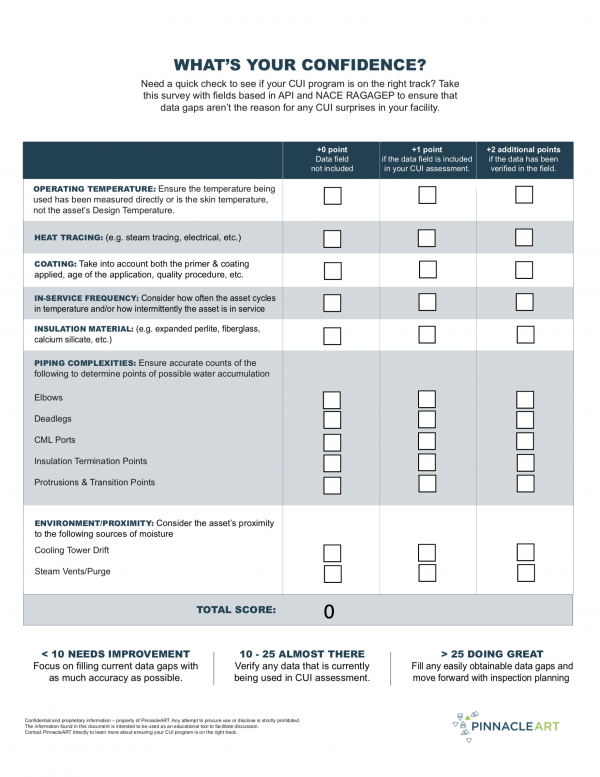
This checklist serves as a companion piece to the Inspectioneering webinar, CUI: A Proactive Approach, and contains some elements to consider when looking for data gaps in your CUI program.
The IR Thermometry Field Data Collection Checklist serves as a companion piece to the Inspectioneering webinar, Debunking the Myths Behind Infrared Inspection, and contains a list of procedures and steps to consider when using IR thermometry to...

The Mechanical Integrity Audit Checklist serves as a companion piece to the Inspectioneering webinar, Auditing My Mechanical Integrity Program, presented by Mr. Reuben Laurel.
This Asset Intelligence Report on Sulfidation Corrosion serves as a primer to increase your familiarity with one of the most well-known corrosion mechanisms in the oil refining industry.
This publication outlines 101 Essential Elements that need to be in place and functioning well in order to effectively and efficiently preserve and protect the reliability and integrity of pressure equipment (i.e. vessels, exchangers, furnaces,...





An explosion at an oil terminal in the West African country of Guinea killed at least 13 people and injured 178 on Monday, the government said.

BP has restarted its Olympic Pipeline after it reportedly leaked roughly 25,000 gallons of gasoline near Mount Vernon in Washington state.

Eight people were taken to a hospital for treatment on Monday after a toxic gas leak at Altivia Chemicals' plant in La Porte, Texas, local officials said.

DIMATE has announced the development of a revolutionary artificial intelligence (AI) module designed to enhance non-destructive evaluation (NDE) in plants.
E2G | The Equity Engineering Group, Inc. establishes a new inspection scheduling methodology to reshape asset integrity and equipment lifecycle planning and management.
The problem is, you don’t. With the out of date procedures that traditional inspection contractors use, data is usually invalid by the time it reaches your system. You rely on this data to make critical decisions regarding integrity concerns, and...

TotalEnergies began restarting the reformer at its 238,000-barrel-per-day (bpd) Port Arthur, Texas, refinery on Monday, people familiar with plant operations said.

The CSB released a new safety video on its investigation into the serious November 2019 incident at the TPC Group Chemical Plant in Port Neches, Texas.

The CSB has released its final investigation report on the massive 2019 tank farm fire at the ITC bulk liquid storage terminal in Deer Park, TX.

The CSB has released a new safety video detailing the events leading to the 2018 explosion and fire at the Husky Superior Refinery in Superior, Wisconsin.

WRC Bulletin 601, authored by UTComp founder Geoff Clarkson, addresses the gap in standards for assessing fitness-for-service of pressure vessels, piping and other infrastructure made from FRP composite materials.
TEAM provides full inline, onsite and, shop valve repair services and maintenance programs for virtually all valve types, brands, sizes, materials, pressures, and operating conditions, including actuators and operators. Our valve repair solution...

API is currently seeking presentation abstracts for its 2024 Inspection & Mechanical Integrity Summit. The deadline for submitting abstracts is June 5, 2023.

The U.S. Department of Transportation’s Pipeline and Hazardous Materials Safety Administration (PHMSA) today announced it is proposing a new rule to significantly improve the detection and repair of leaks from gas pipelines.

A new joint initiative created to elevate the technical knowledge benchmark across the industry by delivering world-class online training courses and educational materials to today’s mechanical integrity professionals.

PHMSA recently announced more than $25 million in grant funding for projects that will train first responders, strengthen safety programs, improve safety, reduce environmental impacts, and educate the public on local safety initiatives.

PROtect, LLC has acquired Houston Integrity Consultants, expanding its mechanical integrity (MI) inspection division.
Statistical techniques are meant to complement the work of SMEs and can provide deeper insights into the inspection data collected as part of a reliability program. Pinnacle has combined traditional methods, expertise, and Machine Learning to...
The Equity Engineering Group, Inc. has received a $1.5 million US Department of Energy grant for developing innovative software for the aging energy industry.

The American Fuel & Petrochemical Manufacturers (AFPM) recently released a new video highlighting the safety approach and measures used by U.S. refineries with hydrofluoric acid (HF) alkylation units.

The CSB has released a new safety video detailing the events leading to the fire, explosions, and toxic hydrofluoric acid (HF) release at the Philadelphia Energy Solutions (PES) refinery in Philadelphia, Pennsylvania, on June 21, 2019.

Equipment corrosion at an oil refinery in the U.S. Virgin Islands presents a risk of fire, explosion or other "catastrophic" releases of hazardous substances, U.S. environmental regulators said on Tuesday, after performing an inspection last month.
The CSB has released its final investigation report into the 2019 fire and explosions at the Philadelphia Energy Solutions refinery in Philadelphia, Pennsylvania.
Pinnacle's data-driven reliability framework ensures the right data is fueling the right intelligence, helping you make confident, strategic decisions.

The International Pressure Equipment Integrity Association (IPEIA) Conference and Exhibition will be held from February 27 to March 2, 2023 at the Fairmont Jasper Park Lodge in Jasper, Alberta, Canada.
Over 2,600 hazardous gas pipeline leaks in the US caused more than $4 billion in damages and emergency services, killed 122 people, and released 26.6 billion cubic feet of fuel as methane or carbon dioxide, according to a report released on Thursday.

Pinnacle has released its Economics of Reliability report for the refining industry, highlighting the importance of reliability as refiners face pressure to expand capacity to meet increased demand for petroleum products

MISTRAS Group has announced recent innovative technological advancements to its integrated pipeline integrity and inspection solutions.
API has released two revised liquid pipeline leak detection standards to improve operational integrity and advance operators’ mitigation capabilities.
Download Pinnacle's Economics of Reliability Report - Refining to see how reliability is affecting profitability.
PHMSA has announced a new rule requiring the installation of remotely controlled or automatic shut-off valves, or alternative equivalent technologies, on new and replaced onshore natural gas, carbon dioxide, and other hazardous liquid pipelines.

Inspectioneering announced the launch of its proprietary online training platform, Inspectioneering Training, with the goal of furthering asset integrity management (AIM) education that improves individual performance and operational efficiencies.

This latest funding round accelerates Gecko’s stated mission, “To protect today’s critical infrastructure, and give form to tomorrow’s."
The U.S. Pipeline and Hazardous Materials Safety Administration has issued a new rule that extends more stringent pipeline Integrity Management Program requirements to hazardous liquid pipelines near sensitive waterways.

Register now and take advantage of an early bird reduced rate for IPEIA Members ($200 savings).
Traditional pressure vessel inspections often require taking assets out of service. However, MISTRAS’ Non-Intrusive Inspection (NII) programs provide data as good or better than internal inspections, while assets remain in service. NII is...
TotalEnergies SE plans to begin restarting the gasoline-producing fluidic catalytic cracker unit at its 225,500 barrel-per-day Port Arthur, Texas, refinery by Oct. 14, said sources familiar with plant operations on Thursday.

Stress Engineering Services, Inc. (SES), the global leader in consulting engineering services and solutions, has opened offices in two new locations: Irvine, California and Columbus, New Jersey.

HUVR, a leader in digitizing inspection workflows, announced the addition of a new HUVR InspectFlow+ Inspection Module that enables ultrasonic testing (UT) workflows on the HUVR platform.

According to a recent report from Global Industry Analysts, Inc., the global nondestructive testing (NDT) services market is projected to reach US$12.6 Billion by 2026, growing at a CAGR of 6.6% during the forecast period.

Team, Inc., a global leading provider of integrated, digitally-enabled asset performance assurance and optimization solutions, announced today the commercial launch of its proprietary double block and bleed SmartStop™ Isolation Technology.
Traditional, paper-based inspection processes can prevent plants from being as effective as they can be. By digitalizing your mechanical integrity process and data with MISTRAS Digital®, plants have realized up to 75% gains in IDMS data entry and...

The scheduled maintenance turnaround at Neste’s Porvoo refinery in Finland is now successfully completed and production has started at the refinery.

A fire on the small hydrocracking unit was extinguished on Thursday afternoon at Valero Energy Corp's 335,000 barrel-per-day Port Arthur, Texas, refinery.

Absorbing refining business technology and expertise now, analysts say, holds the key to the success of Pemex's $596 million deal to acquire Shell's stake in the Deer Park Refinery.

A leak in a liquid gas pipeline sparked a fire at the Tondguyan oil refinery in Tehran on Wednesday.
The American Petroleum Institute, with support from members and other industry organizations, has published the "Oil and Natural Gas Industry Preparedness Handbook" to help those on the ground manage and mitigate disruptive events, like hurricanes.
Antea delivers highly flexible risk-based asset integrity software with 3D Digital Twin integration to optimize maintenance, reduce risk, and improve mechanical integrity for oil and gas, power generation, and chemical plants and facilities....

State run Hindustan Petroleum has shut a 70,000 barrel per day (bpd) crude unit at its Vizag refinery in Southern India after a fire broke out at about 15:00 pm local time (0930 GMT) on Tuesday, the company said in a statement.

An explosion on an oxygen pipeline in a petrochemical plant in Assaluyeh on Iran's Gulf coast killed one worker, Iranian state media reported on Wednesday, adding that the ensuing fire had been extinguished.

The 2021 API Spring Refining and Equipment (CRE) Standards Meeting is being presented virtually and will be open to anyone who wishes to participate. These virtual meetings will be held over a two-week period, May 10-14, 2021, and May 17-20, 2021.

Niger's Soraz refinery was shut down on Friday after a failure occurred in the 20,000 bpd facility's catalytic cracking unit.

PinnacleART, now Pinnacle, leaders in the industrial reliability and mechanical integrity market, is doubling down and focusing on data-driven reliability to help its clients reduce risks and maximize overall productivity.
Ethos has assembled a team of experts who apply what they learned through years of process safety experience in the industry and dealing with OSHA and EPA. Click here to learn more about our services.

Stress Engineering Services has launched its new Digital Solutions Group aimed at reducing energy industry clients’ costs and managing risks through best-in-class digital technologies.

Flint Hills Resources recently announced that as part of its continuous efforts to transform and improve operations, the company is partnering with Molex to launch a first-of-its-kind digital approach to leak detection at industrial facilities.
Royal Dutch Shell Plc stopped a leak on Tuesday in the shut gasoline-producing fluidic catalytic cracker (FCC) at its 318,000 barrel-per-day (bpd) joint venture Deer Park, Texas, refinery, said sources familiar with plant operations.

U.S. refineries have sustained fewer mechanical outages as production has fallen because of the coronavirus pandemic in 2020, according to data from energy intelligence service Industrial Info Resources.

Inspectioneering, LLC has launched a specialized recruiting and staffing firm offering workforce solutions to help companies find and secure the top Mechanical Integrity and Reliability talent needed to successfully operate their business.
Companies have developed detailed programs for managing wide range of assets. However, unsustainability negatively impacts effectiveness of these programs. Reach out to us on how we can address sustainability through digital transformation.

API is currently seeking presentations abstracts for the 2021 Inspection and Mechanical Integrity Summit, scheduled for June 7-10, 2021 in San Antonio, TX. The deadline to submit your abstract for consideration is September 15, 2020.

The International Pressure Equipment Integrity Association (IPEIA) is looking for presenters for its 25th Annual Conference taking place March 1 - 5, 2021 in Banff, Alberta. The deadline for abstract submission is September 12th, 2020.

The 33rd annual Pipeline Pigging and Integrity Management (PPIM) Conference and Exhibition is now accepting papers for the 2021 event.

ABB has developed an innovative augmenting technology aimed at digitalizing the field operator experience and improving interaction between field and control room operations.

DNV GL published a recommended practice to manage CUI. This practice DNVGL-RP-G109 risk-based management of corrosion under insulation was developed as part of a collaborative project with partners from across the oil and gas industry.
Learn how you can safeguard integrity, reliability, instrumentation safety, and more.

Motiva Enterprises plans to finish shutting down the gasoline-producing unit at its 607,000 barrel-perday (bpd) Port Arthur, Texas, refinery on Monday to begin a planned overhaul of the unit, sources familiar with plant operations said.

A March fire at a petrochemical terminal that spread a blanket of black smoke across Houston began when part of a manifold, which includes a pump and motor, on one storage tank broke, according to a report by local and federal agencies.
The U.S. Chemical Safety Board (CSB) has released a factual update and preliminary animation detailing the events leading to the June 21, 2019, explosion and fire at the Philadelphia Energy Solutions (PES) Refinery in Philadelphia, PA.

API has released a suite of new Integrity Management (IM) standards outlining how floating production platforms should function to improve operational efficiency, safety, and environmental protection.
PHMSA has transmitted three significant final rules to the Federal Register that will strengthen the safety of more than 500,000 miles of onshore gas transmission and hazardous liquid pipelines throughout the U.S.

Philadelphia Energy Solutions (PES) is expected to seek to permanently shut its oil refinery in the city after a massive fire caused substantial damage to the complex, two sources familiar with the plans said on Tuesday.
Firefighters are battling a massive fire at Philadelphia Energy Solutions’ refinery in Philadelphia that has resulted in several explosions but caused no significant injuries, the company said on Friday.

In a newly released 258-page report, California regulators say they now know the cause of the massive 2015 Aliso Canyon Gas Leak.

According to the report recently released by Research and Markets, the global Asset Integrity Management (AIM) services market is expected to grow at a CAGR of 8.9% over the next eight years and reach $37.92 billion by 2027.

Echo Ultrasonics announces a couplant that improves electrolyte stability and reduces the tendency for the polymer to collapse when exposed to corrosion or marine salts, resulting in less reapplication of the water-based gel during a test procedure.

PinnacleART and Metegrity, Inc. have formed a strategic partnership to improve the mechanical integrity program of a natural gas service provider’s operations in the southwest region of the United States.
Together, AsInt and Trinity Bridge have the in-depth knowledge of 581 and over 20 years of experience implementing and managing RBI programs as well as the skills for managing data and designing tools to make your RBI program successful.

PinnacleART has strategically partnered with Solomon Associates to build comprehensive asset assessments for facilities in the energy and chemical industries.

The U.S. Chemical Safety Board has released its final report on the June 27, 2016 investigation of an explosion and fire at the Enterprise Products Pascagoula Gas Plant in Pascagoula, MS.

The Equity Engineering Group, Inc. (E2G) has been given exclusive rights for SIMFLEX-III, Pipe Stress Analysis Software. SIMFLEX-III will complement proprietary programs to meet current industry needs and ensure compliance with newest regulations

The U.S. Chemical Safety Board (CSB) recently released a Factual Investigative Update regarding their investigation of the April 26, 2018 explosion and fire at Husky Energy's 50,000 bpd Superior Refinery. According to the CSB, evidence collected to...
Last November in Dallas, TX, Inspectioneering and PinnacleART hosted a select group of leading industry experts in mechanical integrity for an informal discussion of some of the key challenges facing the industry today. The main theme for this...

OSHA recently released a new guide to help petroleum refiners comply with its Process Safety Management (PSM) standard (1910.119). The guide presents lessons learned from the petroleum refinery Process Safety Management National Emphasis Program.

California state agencies recently announced final approval of new regulations to strengthen workplace and environmental safety at oil refineries across the state.

The U.S. Chemical Safety Board (CSB) has confirmed that the vessel that launched into the Faultless Linen building was a vertical condensate storage tank, technically referred to as the SCR or semi-closed receiver. Once the SCR unit is removed from...

A three-person investigative team from the U.S. Chemical Safety Board (CSB) is deploying to the scene of an incident that killed three people and injured four others on Monday, April 3 at the Loy-Lange Box Company in Saint Louis, Missouri.

Pinnacle Advanced Reliability Technologies (PinnacleART) has been recognized by Inc. Magazine as one of the fastest growing private companies in the United States. This list represents 5000 of the most successful companies within the American...
Pinnacle Advanced Reliability Technologies (PinnacleART) has been recognized by Inc. Magazine as one of the fastest growing private companies in the United States. This list represents 5000 of the most successful companies within the American...
Pinnacle Advanced Reliability Technologies (PinnacleART) has been recognized by Inc. Magazine as one of the fastest growing private companies in the United States. This list represents 5000 of the most successful companies within the American...
Pinnacle Advanced Reliability Technologies (PinnacleART) has been recognized by Inc. Magazine as one of the fastest growing private companies in the United States. This list represents 5000 of the most successful companies within the American...

After its recent examination of 42 operational underground storage tank (UST) systems storing diesel fuel across the United States, the EPA found that there was a significant prevalence of corrosion inside these tanks and has made recommendations...

The U.S. Chemical Safety Board (CSB) has formally announced that “Preventive Maintenance” has been included as a “Most Wanted Safety Improvement,” stating that inadequate mechanical integrity programs, delayed or deferred preventive...
We are excited to announce the completion of the updated and revised 101 Essential Elements in a Pressure Equipment Integrity Management Program by John Reynolds.














