| This article is part 1 of a 2-part series. |
| Part 1 | Part 2 |
The views expressed in this article are those of the author and do not necessarily reflect the views of Valero Energy Corporation.
Introduction
A recent High Temperature Hydrogen Attack (HTHA) failure at a refinery in the state of Washington was a “wake up call” to our industry. On April 2, 2010, the shell of a feed-effluent heat exchanger in the Naphtha Hydrotreating (NHT) unit at the Tesoro Anacortes WA refinery ruptured (Figure 1), ultimately resulting in seven fatalities. The failure mechanism that caused this event was determined to be HTHA. Much speculation arose as to what the actual process temperatures were and whether this failure could have been prevented, but regardless of how well one felt that they were mitigating HTHA, many owner-users took a long, hard look at their existing programs to make certain they had done a thorough job of assessing HTHA risk of their own assets.
The subject of HTHA and inspection for HTHA has become a well discussed, and well attended, topic at NACE, API, and AFPM events since the Tesoro incident, indicative of the high level of attention this subject has been getting. Joint Industry HTHA projects have commenced and new examples of HTHA have been submitted to the API Recommended Practice (RP) 941 committee for consideration to include these new points into future updates. However, despite all this activity, not much has been shared regarding how one goes about setting up and executing an HTHA risk mitigation program at their sites. The intent of this article is to share some lessons from recent experiences doing exactly that; setting up a comprehensive HTHA review process across multiple refineries, and defining and mitigating the HTHA risk to an acceptable level.

Defining HTHA
High Temperature Hydrogen Attack (HTHA) is an intergranular damage mechanism that occurs in some steels as a result of exposure to hydrogen and elevated temperatures over time. Steels, which include carbon, carbon - 1⁄2 Mo, Mn-1⁄2 Mo, and Cr-Mo steels, have microstructures that contain carbides. These carbides help the steel’s mechanical properties, but also contribute to initiating HTHA.
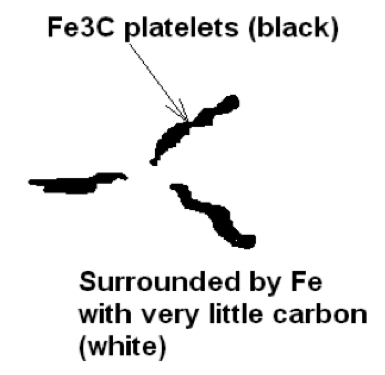
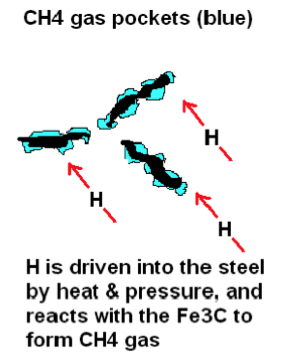
In a new carbon steel component, for instance, iron carbide (Fe3C) platelets will exist in the steel’s grain boundaries (Figure 2). Under high temperature and high hydrogen partial pressure conditions, hydrogen atoms can diffuse into the component and react with the Fe3C to form methane gas (CH4) bubbles along these grain boundaries (Figure 3).
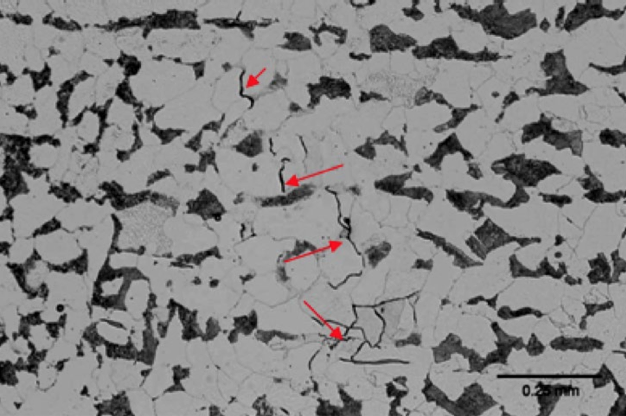
As the process continues, these methane bubbles can link to form small fissures (Figure 4) and then larger cracks. If the process continues, cracks can grow and failure can result, sometimes with tragic consequences.
History of HTHA and API RP 941
HTHA was first documented in the 1920s in Germany, as part of coal derived liquids conversion efforts. Even back then, there was general agreement that the attack was a result of hydrogen reacting with carbides in the metal to form methane. Because of the demand for fuel and associated products needed to support the war efforts in the 1940s, new refining and petrochemical processes were developed using hydrogen at high temperatures and pressures. Following World War II, hydrogen based processing (hydrotreating and reforming) became more popular and occurrences of HTHA became more frequent. George A. Nelson, who worked for Shell Development, and several others, started plotting the process data (temperature and hydrogen partial pressure) associated with these failures (or lack of failures), which allowed the industry to begin selecting reliable materials to resist HTHA. The first set of “Nelson Curves”, as they have come to be known as, were submitted to API‘s Division of Refining in 1949. This submission eventually led to API publication 941 in July of 1970. These curves have been modified over time, as new data was submitted to API. The API RP 941 committee is currently evaluating a new set of data of reported carbon steel HTHA occurrences below, or to the left, of the existing carbon steel curve. This new data may result in yet another revision to this important and often referenced curve. The current set of API RP 941 Nelson Curves is shown in Figure 5.
Defining the Scope
The first item that has to be addressed when developing an HTHA review process is defining the actual scope of work to be tackled. Are you just doing one unit, the entire plant, or multiple refineries? The answer to that question will help define the resources needed to accomplish the activities. What specific units or assets will need to be assessed? In a refinery, all hydroprocessing units (hydrocrackers, hydrotreaters, and catalytic reformers) along with hydrogen, methanol, and ammonia producing units, should be on the “HTHA potential” list. Other units may be included if any part of the process contains hot hydrogen. Everyone’s definition of hot hydrogen might be a little different, but the published API RP 941 Nelson Curves can be used to help define that term. This definition of “hot hydrogen” will also be used to define what will and will not need to be included in the scope of work. Susceptibility to HTHA depends on several factors, but the three most important are the following:

















Comments and Discussion
Add a Comment
Please log in or register to participate in comments and discussions.