1.0 Incident Description
This Case Study examines an explosion and fire that occurred in a polyethylene wax processing facility operated by Marcus Oil and Chemical on the southwest side of Houston, Texas. On Friday, December 3, 2004, at about 5:50 pm, employees heard a loud "pop" then saw light from a fire reflecting off a shiny tanker truck parked near the process equipment. About 45 seconds later, a violent explosion occurred and a fire fueled by molten wax erupted near the main warehouse. The warehouse and nearby equipment were quickly involved in the fire.
The Houston Fire Department arrived approximately five minutes after the explosion. Firefighters extinguished the three-alarm blaze by midnight, approximately seven hours after the explosion.
Three firefighters were slightly injured while fighting the fire, and local residents sustained minor injuries from flying glass. The explosion shattered windows in buildings and vehicles and caused structural damage as far as one-quarter mile away. Significant interior damage resulted when suspended ceilings and light fixtures were blown down in the onsite buildings, nearby businesses, and a church.
Tank 7, a 12-foot diameter, 50-foot long, 50,000-pound pressure vessel was propelled 150 feet where it impacted a warehouse belonging to another business (see cover photograph). Figure 1 shows the displacement of Tank 7 from its installed location.

Other significant explosion debris thrown into the community included a 20-pound steel plate found lodged in a building 500 feet away; a 120-pound steel plate found in a pasture 900 feet away; and a 2-pound steel plate found in the yard of a local residence one-quarter mile away.
2.0 Marcus Oil Operations
Established in 1987, Marcus Oil refines high-density polyethylene waxes, which are used in a variety of applications including coatings, adhesives, polishes, rubber processing, and textiles. The annual capacity was in excess of 250 million pounds.
2.1 Process Description
Figure 2 is a simplified process flow diagram. The normal process started with pumping feedstock from tanker trucks into a wash tank where impurities settled to the bottom.
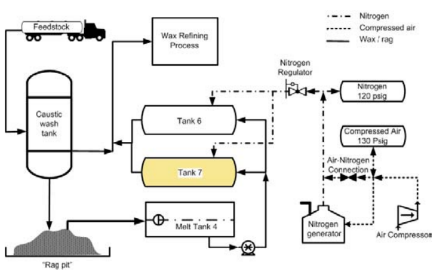
The wax then was processed to extract hexane and other hydrocarbons, solidified into small pellets, packaged, and shipped. The extracted hydrocarbons were stored in above ground storage tanks for later sale.
Marcus Oil management reported that nitrogen was used throughout the process equipment to protect the molten wax from contact with oxygen in the air. Oxidation caused the bright-white wax to discolor, an unacceptable condition.
Operators periodically removed the residual wax with concentrated impurities (called "rag") from the wash tank. The removed rag solidified and was stored in the warehouse for later processing.
2.2 Rag Processing
Employees hand-loaded solidified rag into Tank 4 where it was remelted using high temperature steam coils. A pump transferred the molten rag into Tanks1 6 and 7 where it awaited transfer to the process unit. Steam piping in the tanks maintained the molten wax at approximately 300oF.
Operators used the nitrogen system to pressurize Tanks 6 and 7 to force the liquid rag through an elevated section of pipe connected to the process unit feed pump. The rag was pumped through the process unit to remove residual hydrocarbons. The refined rag was solidified into small pellets (Figure 3), packaged, and shipped.

2.3 Nitrogen System
The nitrogen was produced onsite using a small nitrogen generator,2 and was stored in two large pressure vessels. The maximum pressure in the nitrogen system was 120 psig. A pressure regulator3 reduced the nitrogen pressure to between 40 and 70 psig in Tanks 6 and 7.
The nitrogen system pressure occasionally dropped below the minimum pressure required to transfer the material from the tanks because the generator could not keep up with the process demand. Wax transfer was delayed while operators waited for the generator to recharge the nitrogen vessels. A temporary hose was connected between the compressed air system and the nitrogen distribution system downstream of the nitrogen generator to resolve the production delay. They subsequently replaced the temporary hose with a permanent pipe and valve connection (see Figure 2).
This system modification eliminated the extra work required to route and connect the temporary hose each time the nitrogen system pressure fell too low. The high-volume air compressor rapidly repressurized the nitrogen system with air instead of nitrogen. However, personnel did not realize that adding air directly into the nitrogen system contaminated the gas in the nitrogen storage vessels with oxygen.
3.0 Physical Evidence Testing
The CSB tested the nitrogen generator and pressure regulator, gas from the nitrogen storage vessel, wax and rag from the process equipment, and metal samples from Tank 7.
3.1 Nitrogen System Tests
The output gas from the undamaged nitrogen generator was tested to determine if the generator was operating as designed. Testing confirmed that the gas samples contained between 92-96 percent nitrogen and 4-8 percent oxygen, consistent with the unit settings.
Gas samples from the nitrogen storage vessels were tested to establish the nitrogen purity supplied to Tanks 6 and 7: the samples contained 82 percent nitrogen and 18 percent oxygen4. The CSB concluded that the compressed air connection installed by Marcus Oil to recharge the nitrogen system contaminated the nitrogen in the storage vessels with oxygen. The CSB further concluded that the oxygen concentration in the nitrogen system was sufficient to support combustion.
The CSB tested the nitrogen pressure regulator at various inlet pressures and flow rates to determine the likely operating pressure in Tank 7 at the time of the incident. The as-found set pressure was 67 psig. Additional testing confirmed the regulator functioned correctly throughout its operating range. The pressure gauge on the regulator was accurate to within a few psi.
3.2 Tank 7 Inspections and Testing
The CSB visually inspected Tank 7 and the recovered tank head segments. No manufacturer markings were found.5 Furthermore, Marcus Oil was unable to provide any documentation of the design, construction, and safe operating pressure for Tank 7, or three other identical process tanks (Tanks 5, 6, and 8).6
The CSB calculated an 80 psig theoretical safe operating pressure for Tank 7. The calculation followed the American Society of Mechanical Engineers (ASME) Boiler and Pressure Vessel Code, Section VIII, Division 1 "Unfired Pressure Vessels."
The CSB found that Marcus Oil had altered7 Tanks 5 - 8: each had a 24-inch diameter temporary opening cut into one end to install a steam pipe that heated the wax above the melting temperature. Following the pipe installation, the opening was welded closed.
The as-welded patch plate on Tank 8 is shown in Figure 4. The patch plates on Tanks 5 and 6 were essentially the same. Although the Tank 7 patch plate was not recovered, CSB investigators concluded that it matched the other three tank patch plates.

The weld used to reclose the temporary opening on Tank 7 failed during the incident because the repair weld (Figure 5) did not meet generally accepted industry quality standards for pressure vessel fabrication. The original, flame-cut surface was not ground off the plate edges before rewelding the joint. The weld did not penetrate the full thickness of the vessel head. Furthermore, the welds contained excessive porosity (holes from gas bubbles in the weld). These defects significantly degraded the strength of the weld.
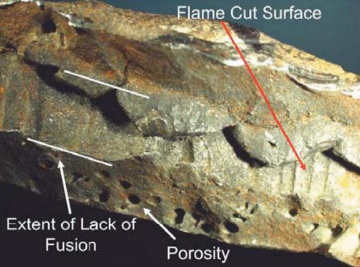
Marcus Oil did not use a qualified welder or proper welding procedure to reweld the plate on the vessel heads and install the steam pipe nozzles in the shells. Marcus Oil personnel also acknowledged that they did not hydrostatically pressure test8 the vessels after the welding was completed, a critical postwelding performance test.
The CSB also found that Tanks 5, 6, 7, and 8, the ni- trogen storage vessels, and the compressed air storage vessel were not equipped with pressure relief devices asrequired by the ASME Boiler and Pressure Vessel Code.9 However, this was not a factor in causing the incident.
3.3 Wax Testing
The CSB tested "rag" wax samples for flammability and reactivity. The wax flashpoint was 110oC (230oF).10
The wax samples did not demonstrate exothermic activity11 so the CSB concluded that a runaway chemical reaction was not involved in the incident.
4.0 Incident Analysis
4.1 Failure Scenario
The CSB identified the following most likely failure scenario:
- Operators pressurized Tanks 6 and 7 with nitrogen gas containing 18 percent oxygen instead of the intended concentration of not more than 8 percent oxygen.
- The internal pressure of Tank 7 (67 psig) likely exceeded the strength of the defective weld on the patch plate. The weld completely failed, severing the plate from the tank.
- The tank rapidly depressurized through the 24-inch hole. Hydrocarbon vapor, compressed air, and hot liquid wax were ejected through the hole.
- Sparks were generated when the patch plate struck the concrete pad, and likely ignited the wax and hydrocarbon vapors.
- The oxygen concentration in Tank 7 permitted the flame to flash back into the vessel. An internal deflagration blew the vessel head into multiple fragments (Figures 1, 6, and 7).
- The 50,000 lb vessel was propelled into surplus equipment stored nearby, and came to rest against a warehouse on an adjacent property more than 150 feet away (see cover photograph)
- Burning polyethylene wax was blown against the warehouse and other equipment and ignited combustible materials. The resulting fire burned for nearly seven hours.


4.2 Tank 7 Failure
Improper alteration of Tank 7 led to its failure: the clo- sure weld used to reinstall the patch plate was fused less than 25% through the thickness of the plate and contained numerous flaws.
The effect of the inadequate closure weld was two- fold. First, it decreased the strength of this part of the tank by more than 75 percent. Second, the lack of weld fusion and poor quality likely caused pressure-cycle induced Marcus Oil and Chemical Case Study June 2006 8 fatigue cracks to develop, further reducing the weld strength.12
The internal pressure in Tank 7 was most likely 67 psig, based on the nitrogen regulator test (Section 3.3). Operators stated that the regulator was normally set at about 45 psig but that they increased it when necessary to maintain wax flow to the process unit. The higher pressure in Tank 7 at the time of the incident likely strained the poorly made weld to the failure point.
4.3 Nitrogen/Compressed Air Connection
Marcus Oil installed a connection between the nitrogen and compressed air systems (see Figure 2) to provide rapid repressurization of the nitrogen system when the nitrogen pressure was too low to move the molten wax from the tanks to the process unit. The company assumed that compressed air was an acceptable substitute for nitrogen during rag wax processing. During rag processing, product discoloration from air expo- sure was not a concern. However, management did not evaluate the hazards that resulted from this process change.
Pressurizing the nitrogen system with compressed air rather than waiting for the nitrogen generator to repres- surize the system contaminated the nitrogen gas with as much as 18 percent oxygen. This oxygen level was sufficient to support combustion of the hydrocarbon vapor and wax inside the tanks.
4.4 Industry Good Practices
4.4.1 Pressure Vessel Design
The American Society of Mechanical Engineers Boiler and Pressure Vessel Code, Section VIII (the ASME Code) provides rules for pressure vessel design, fabrication, weld procedure and welder qualifications, and pressure testing. It also provides the rules for pressure vessel overpressure protection.
The ASME Code is recognized throughout the world as a "good practice" and its use is mandatory in many jurisdictions. Additionally, organizations such as the American Institute of Chemical Engineers, American Petroleum Institute, and the International Code Council have incorporated the ASME Code by reference into their standards. However, Texas and ten other states have failed to adopt the ASME Code (Table 1).

Table 1. States lacking pressure vessel standards for design, fabrication, repair, and alteration. *Pressure vessels shall conform to the ASME Code.
4.4.2 Pressure Vessel Repairs and Alterations
The ASME Code does not provide rules for pressure vessel repairs or modifications (alterations). Modifications include changes to the design pressure or temperature, and any physical change made to the pressure vessel, such as installation of a new nozzle.
The National Board Inspection Code (NB-23), published by the National Board of Boiler and Pressure Vessel Inspectors (NBBI) provides the recognized good practices for the repair and alteration of boilers and pressure vessels. Like the ASME Code requirements for new pressure vessels, NBBI requires pressure testing and correctly sized and certified overpressure protective devices on any repaired or altered pressure vessel.
The NBBI lists eleven "non-ASME Code" states. Six additional states do not require the application of NB-23 to ensure pressure vessels are properly repaired or modified, then pressure tested before return to service.
Source: National Board of Boiler and Pressure Vessel Inspectors, Synopsis of Boiler and Pressure Vessel Laws, Rules and Regulations, NB-370, May 2006.
4.4.3 Chemical Process Safety
In Guidelines for Technical Management of Chemical Process Safety, the American Institute of Chemical Engineers (AIChE) Center for Chemical Process Safety (CCPS, 1989) describes the 12 core elements of a comprehensive process safety management system. Effective use of two elements, "process knowledge and documentation" and "management of change" likely could have prevented the Marcus Oil incident. Specifically:
- Process knowledge and documentation - Would have highlighted the need for ASME Code compliance and determining the hazardous characteristics of the "rag."
- Management of change - Would have thoroughly addressed the consequences of adding the connection between the compressed air and nitrogen inerting systems, and the importance of performing proper pressure vessel alterations and weld repairs.
4.5 Regulatory Analysis
The CSB reviewed the OSHA Process Safety Management standard,13 and the State of Texas and City of Houston regulations governing pressure vessel design, construction, operation, and maintenance.14
4.5.1 OSHA Process Safety Management
The OSHA Process Safety Management (PSM) standard did not apply to the polyethylene wax process because polyethylene wax is not a "flammable liquid" and the hexane quantity in the process was significantly be- low the flammable liquid regulatory threshold (10,000 lbs).15 The hydrocarbon liquids stored in the above ground storage tanks were exempt from PSM compliance as provided in 29 CFR 1910.119(a)(ii)(B).
4.5.2 Pressure Vessel Regulations
While most states have adopted pressure vessel regulations, Texas and ten other states have not (Table 1).
Therefore, Texas did not require Marcus Oil to comply with the ASME Code for new pressure vessels. Furthermore, Texas does not require use of the National Board Inspection Code (NB-23) for pressure vessel repairs and alterations. Had Marcus Oil complied with NB-23, the closure weld on the Tank 7 patch plate would have been required to be as strong as the original vessel welds, and hydrostatically tested to verify it was welded correctly before returning the vessel to pressure service.
The CSB found that some pressure vessels installed and operated within the City of Houston must conform to the ASME Code and the National Board Inspection Code as provided in the city building ordinance.
Steam and hot water vessels must be designed and fabricated to the requirements of the ASME Code.
Repairs and alterations to steam and hot water vessels must meet the requirements of National Board Inspection Code (NB-23).
Pressure vessels containing hazardous materials16 and inert gases must be designed and fabricated to the requirements of the ASME Code.
The polyethylene wax did not meet the "hazardous material" definition in the city ordinance. Since Marcus Oil sometimes filled the vessels with nitrogen, the city ordinance did apply to Tanks 5, 6, 7, and 8. They should have conformed to the ASME Code when they were originally installed. However, the city ordinance did not require Marcus Oil to apply NB-23 when they modified the tanks. The modification resulted in the catastrophic failure of tank 7, as previously discussed.
The nitrogen storage vessels should have conformed to the city building ordinance because they contained an inert gas.17 18 The City buildings department did verify that Marcus Oil had correctly implemented the city ordinance on these pressure vessels or the four wax storage tanks before Marcus Oil began operating the process equipment.
5.0 Lessons Learned
5.1 Pressure Vessel Alterations
The pressure vessel installation and alterations made by Marcus Oil did not follow the ASME Boiler and Pressure Vessel Code or the National Board Inspection Code (NB-23). Poor welding severely weakened Tank 7 and led to its catastrophic failure.
Pressure vessel design, construction, repair, maintenance, and alteration should be performed only by qualified personnel in accordance with a generally recognized and accepted good practice such as the ASME Boiler and Pressure Vessel Code and the National Board Inspection Code (NB-23).
5.2 Inerting System Design and Operation
The connection installed by Marcus Oil between the nitrogen and the compressed air systems increased the oxygen concentration in the inerting gas to an unsafe level. This allowed the fire to flash back into Tank 7, causing it to violently explode.
An inerting system must provide an oxygendeficient gas that is unable to support combustion. Never connect inerting systems to any system that can contaminate the inerting gas with oxygen.
Companies should train operators and maintenance personnel on the hazards of adding air to inerting systems.
5.3 Overpressure Protection
The CSB identified at least five pressure vessels similar in size to Tank 7 at Marcus Oil. Some had operating pressures in excess of 100 psig, yet none was equipped with a pressure relief device. Although not causally related to this incident, this is an unsafe practice.
Pressure vessels operated above 15 psig should be equipped with a correctly sized and certified pres- sure relief device as required by the ASME Boiler and Pressure Vessel Code.
6.0 Recommendations
6.1 Marcus Oil
2005-02-I-TX-R1: Implement the requirements of the National Board Inspection Code (NB-23) to repair all pressure vessels that have been altered at the facility. Require the application of NB-23 to all future pressure vessel repairs and alterations.
2005-02-I-TX-R2: Install pressure relief devices on all pressure vessels as required by the ASME Boiler and Pressure Vessel Code, Section VIII.
2005-02-I-TX-R3: Require all newly installed pressure vessels to conform to the requirements of the ASME Boiler and Pressure Vessel Code, Section VIII.
2005-02-I-TX-R4: Train personnel on the safe operation and maintenance of the nitrogen system and the importance of controlling oxygen contamination in the inerting gas.
6.2 City of Houston
2005-02-I-TX-R5: Amend the city building ordinances to require all newly installed pressure vessels to com- ply with the ASME Boiler and Pressure Vessel Code, Section VIII.
2005-02-I-TX-R6: Amend the city building ordinances to require pressure vessel repairs and alterations to comply with the National Board Inspection Code (NB- 23).
Footnotes
- Although Marcus Oil used the term “tanks,” they are in fact pressure vessels, with an operating pressure greater than 15 psig.
- The nitrogen generator removed most of the oxygen from the compressed air that fed the generator. It was set to produce an inerting gas that was 92-96 percent nitrogen and 4-8 percent oxygen at a rate of 20-30 standard cubic feet per minute.
- A pressure regulator is a device designed to provide a constant output pressure over a range of input pressures and flow rates.
- Normal air contains about 21% oxygen.
- Pressure vessels will typically have a nameplate that identifies the design and construction standard, as well as the manufactur- er’s safe operating pressure.
- The City of Houston ordered the fire-damaged building imme- diately razed even though Marcus Oil Management urged them to delay the demolition until facility records could be recovered. The City demolished the building within 18 hours of the start of the incident, destroying all equipment documentation and other potential evidence in or near the structure.
- The National Board Inspection Code (NB-23) defines an alteration as any change in the vessel that affects the pressure- containing ability (See Section 4.4.2)
- Before returning these pressure vessels to service, the company should have filled each with water and pressurized them to 150% of the maximum operating pressure (NBBI, 1998). The patch plate weld would most likely have failed this hydrostatic test.
- Pressure relief devices are certified to open at a preset maxi- mum pressure to protect vessels from overpressure that could cause a catastrophic failure.
- The flashpoint is the minimum temperature at which a liquid gives off a vapor in sufficient concentration to ignite in air. It was determined in accordance with ASTM D93-02a “Standard Test Methods for Flash Point by Pensky-Martens Closed Cup Tester.”
- Exothermic activity is an indicator of the potential for a runaway reaction.
- Because many of the vessel head fragments were not found, the location of the failure origin in the weld was not identified: therefore, the contribution of fatigue to this failure cannot be conclusively determined. However, failures of this type are often assisted by fatigue. Evidence of fatigue cracking was found on at least one of the samples analyzed.
- The Process Safety Management of Highly Hazardous Chemicals regulation (29 CFR 1910.119) contains requirements for the management of hazards associated with processes using highly hazardous chemicals.
- The polyurethane wax and hydrocarbon liquids at Marcus Oil were not regulated by the EPA Risk Management Program regulation (40 CFR 68).
- Hexane is a covered flammable liquid.
- As defined in the International Fire Code.
- A manufacturer’s nameplate was attached to one nitrogen storage vessel, indicating that it conformed to the ASME Code when it was originally manufactured.
- The nameplate on the other nitrogen vessel was illegible. Furthermore, Marcus Oil did not use a qualified welder or quali- fied weld procedure when they welded a plate over the manway.
References
- American Society of Mechanical Engineers (ASME), 2004. Boiler and Pressure Vessel Code, 16 INSPECTIONEERING JOURNAL July/August 2006 Section VIII, Division I.
- Center for Chemical Process Safety (CCPS), 1992. Plant Guidelines for Technical Management of Chemical Process Safety (Revised Edition), American Institute of Chemical Engineers, (AIChE).
- Center for Chemical Process Safety/ (CCPS), 1993. Guidelines for Engineering Design for Process Safety, (pp. 539) American Institute of Chemical Engineers, (AIChE).
- City of Houston, Texas, Ordinance # 2003-738. Marcus Oil and Chemical Web Site, 2006. http://www.marcusoil.com/index.html International Fire Code, 2000.
- The National Board of Boiler and Pressure Vessel Inspectors, 1998. National Board Inspection Code (NB-23).
- The National Board of Boiler and Pressure Vessel Inspectors, 2006. Synopsis of Boiler and Pressure Vessel Laws, Rules and Regulations, (NB-370), May 2006.
















Comments and Discussion
There are no comments yet.
Add a Comment
Please log in or register to participate in comments and discussions.