Introduction to Shared Stewardship of Assets (SSA)
When we really want to achieve excellence in fixed equipment mechanical integrity (FEMI), one of the most important aspects of FEMI management is to extend “stewardship” of assets beyond the work boundaries of those of us specifically charged with inspecting and protecting fixed equipment. Clearly, those of us in the FEMI discipline have “stewardship” of FEMI, which simply means that we are recognized by all as being charged with the careful and responsible management of FEMI. But we cannot do it alone. That means we must convince other important stakeholders on the operating site, like management, operations, maintenance, process technical, and engineering, that they also have a very important role and specific duties to help protect and improve FEMI. Without that extension of FEMI “stewardship” to other operating site functions, it is difficult to avoid otherwise avoidable FEMI leaks, failures, and process safety events that often lead to the release of hazardous/flammable oil/petrochemicals.
Figure 1 depicts the potential improvement in FEMI that can be achieved when all involved stakeholders are exercising their role in maintaining and improving FEMI (i.e., shared stewardship of assets [SSA]), and in our case, specifically fixed equipment assets.
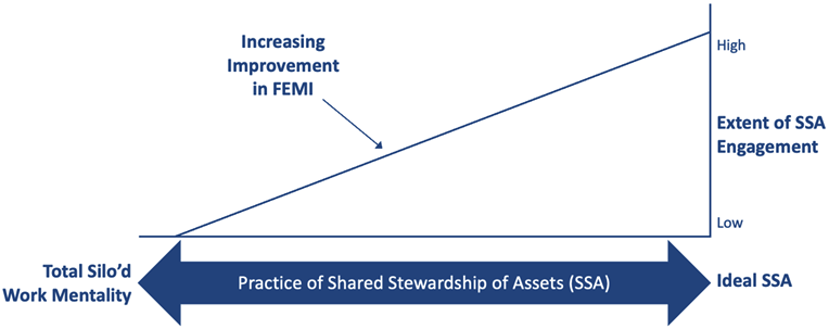
At the low end of the SSA chart, as shown on the left-hand side of Figure 1, is where each department is focused almost solely on its primary function (what we call a total siloed work mentality), and there is very little SSA. At this point, there is a lot of dysfunction and competition between work groups and very little involvement or interest in the FEMI function by other work groups that are important stakeholders in FEMI. Of course, that goes both ways because inspection needs to have effective, close working relationships with maintenance and operating groups so that we aren’t just working in our silo without sufficient consideration of the important needs and responsibilities of other site functions.
As the concept of SSA is promoted and driven by site management to all these other stakeholders that have involvement in FEMI issues, the cooperation and interest in SSA starts increasing, and therefore improvement of FEMI results starts increasing (i.e., moving up the slope of the line shown in Figure 1 toward the right side of the chart). At the high end of the SSA line in Figure 1 (far right-hand side of the chart), all work groups are fully aware of their responsibilities and duties for FEMI, and they work together as a team to help ensure that everything reasonable is accomplished to avoid leaks and failures. We cannot accomplish excellence in FEMI alone without the help of these other FEMI stakeholders.
Why are these other work groups important stakeholders in FEMI? There are two primary reasons: 1) they have exposure to loss of primary containment (LOPC) and the negative consequences of LOPC, and 2) the results of their daily work, if not accomplished with the utmost concern for FEMI, can cause LOPC. Sometimes the result of a lack of SSA can be almost immediate, but more often, it takes months or years before inadequate attention to FEMI causes an LOPC. Having been involved in many investigations of LOPC incidents, I can confirm that a significant number of process safety incidents initiated by LOPC were caused by these other stakeholders years later because they did not understand their potential impact on long-term FEMI. That statement is not intended to “lay blame” or “point fingers” for LOPC, but rather to reinforce the need for implementing and maintaining a strong culture of SSA.
There are at least five key aspects to fully implement shared stewardship of assets (SSA) and thus optimize FEMI results at each operating site:
- Site management leadership for SSA
- Implementation of integrity operating windows (IOWs)
- Rigorous application of management of change (MOC) for FEMI issues
- Transfer of FEMI knowledge to these other stakeholders
- Documented FEMI roles and responsibilities for all involved in SSA
As you would expect, each of these key aspects of SSA is highly intertwined with each other to accomplish the end goal of no leaks or failures of fixed equipment.
- The first step is to get site management on board with their role to promote, lead, and enforce the needs for FEMI SSA with their direct reports. This is due to the importance of FEMI to the operating and financial success of the site.
- Secondly, a robust set of IOWs needs to be implemented, which is vital to ensuring all fixed equipment is operated safely within clearly defined FEMI operating limits.
- Thirdly, MOC is rigorously applied when any physical or process change is proposed to ensure that FEMI is not threatened by the change.
- Fourth, the transfer of the appropriate amount of FEMI knowledge from FEMI SMEs to other SSA stakeholders has to be accomplished so that they will understand their role in protecting FEMI and be better able to become an additional set of eyes and ears in the field for full-time FEMI personnel.
- And finally, all FEMI stakeholders should have specific, documented roles and responsibilities with regard to FEMI issues.
Each of these five aspects of SSA is covered in more detail in The 101 Essential Elements in a Pressure Equipment Integrity Management Program and in other referenced articles but are briefly summarized herein relative to their importance to SSA [1].
Management Leadership of SSA
It takes solid management leadership “walking the FEMI talk” of SSA to each of the SSA stakeholders to reinforce the importance of their FEMI roles in SSA. In the best of SSA environments, the operating managers regularly come to the full-time FEMI personnel (including the corrosion/materials specialists) to ask them for updates on the status of their list of the top ten FEMI concerns in their respective operating areas.
Senior management leadership for FEMI, as seen by other stakeholders, is vital to the success of the entire FEMI program. Without it, the FEMI group would be continually working on its own to get necessary FEMI programs implemented and maintained. When I say the “leadership provided by senior management” for the long-term preservation of fixed equipment assets, I’m not talking about lukewarm or passive support, but the active, out-front, obvious demonstration of leadership for maintaining FEMI, so that it is well understood by other stakeholders that FEMI is equally as important as personal and process safety. Without it, achieving excellence in FEMI will be difficult. Senior management leadership in promoting SSA for FEMI with other stakeholders includes insisting upon and continually reinforcing the need for implementing and maintaining robust programs for the other four keys to FEMI success introduced above:
- Creating and monitoring the results of an effective IOW program to protect FEMI from damage that might occur from unplanned process deviations
- Rigorous MOC programs to ensure that physical and process changes are closely reviewed by appropriate SMEs before changes are implemented that might affect FEMI
- Supporting and funding the needed planned activities to provide for the transfer of FEMI knowledge to others that need to know how their conduct might affect FEMI
- Insisting on documented FEMI roles and responsibilities for each FEMI stakeholder so that everyone is keenly aware of their expected and necessary involvement in maintaining FEMI
Another vital aspect of FEMI management leadership is FEMI management system reviews. If your management is truly providing the leadership needed for maintaining and advancing FEMI, then they should be requesting and receiving the opportunity of having selected full-time FEMI personnel to sit with them periodically for a face-to-face meeting to discuss FEMI issues, goals, plans, and progress. In my mind, annually is an inadequate frequency, semi-annually is somewhat of a minimum, and quarterly is my recommended frequency depending on the urgency of some FEMI issues.
If you are interested in reviewing more detailed information on management leadership for SSA work processes and their impact on FEMI, the following materials may be helpful to you:
- Article “Management Leadership and Support for PEI” by John Reynolds, January/February 2010 Inspectioneering Journal
- Chapter “78. Management Leadership for FEMI” of The 101 Essential Elements in a Pressure Equipment Integrity Management Program by John Reynolds
- Article “A Tale of Two Operating Sites – The Difference in Quality of Two FEMI Programs” by John Reynolds, November/December 2015 Inspectioneering Journal
- Article “How to Improve Your Fixed Equipment Mechanical Integrity Program by Managing Your Manager(s)” by John Reynolds, July/August 2013 Inspectioneering Journal
Integrity Operating Windows
Operations is especially key to the work process of protecting the integrity of fixed equipment assets. Hence, operations has a vital role in FEMI SSA. Operators and other operating personnel, along with corrosion/materials SMEs and process unit engineers, need to be deeply involved in outlining and setting appropriate and reasonable limits for operating variables (establishing IOWs) for fixed equipment. This work process is needed in order to provide a documented basis for all equipment to be operated in a manner that does not accelerate known corrosion/damage mechanisms or introduce any new damage mechanisms. The best way to accomplish this is to follow the guidance in API RP 584, “Integrity Operating Windows.” In API RP 584, there are systems and procedures that describe how IOWs are created and implemented, including how operators and others are to respond (corrective actions) to IOW alarms and variances (as well as how quickly they need to respond). Additionally, the RP describes that process monitoring techniques and process sampling may be needed to provide assurance that the process stays within the established IOW limits. In fact, IOWs in accordance with API RP 584 are so important to FEMI, it is recommended in both API 510 and API 570. Numerous documented process safety incidents have occurred as a result of not having effective IOW programs in place, some of which involved fatalities.
Read Related Articles
- What Differentiates an Average Inspectioneer from a High-Performing One?
- How Effective Are Your BIG FIVE FEMI Risk Management Programs?
- Applying Situational Awareness to Achieve Excellence in FEMI
- Management Leadership and Support for PEI
- Reynolds Wrap Up: Does Your Site’s Fixed Equipment Program Differentiate Between FEMI and FER?
With such a work process that involves operators, you will typically find their enthusiastic acceptance and careful attention to those IOW limits, especially when they realize what risks may be imposed upon them personally if they don’t operate within the IOW established limits. As you and I know, those risks involve leaks and failures in fixed equipment that can lead to potential explosions, fires, toxic fluid releases, and other severe process safety consequences of interest to operators and everyone else in the plant.
If you are interested in reviewing more detailed information on integrity operating windows for SSA work processes and their impact on FEMI, the following materials may be helpful to you:
- Chapter “13. Integrity Operating Windows (IOWs) for FEMI” of The 101 Essential Elements in a Pressure Equipment Integrity Management Program by John Reynolds
- Article “Potholes on the Road to IOW Implementation” by John Reynolds, January/February 2020 Inspectioneering Journal
- API RP 584, “Integrity Operating Windows,” Second Edition
Management of Change (MOC)
When IOWs need to be changed for any reason, the MOC work process needs to be rigorously applied and involve corrosion/materials specialists. MOC for all other FEMI changes is another one of the key issues needed to optimize SSA. In fact, it’s so important that it is now required in API 510 and API 570. There are a multitude of incidents in the refining and petrochemical industry that can be traced to changes that were made in the hardware (physical changes) or process condition changes without effective MOC that eventually caused an LOPC [2].
Changes to the hardware are typically easier to recognize and deal with through proper MOCs. Changes to the process that might affect FEMI are more difficult to recognize. Both must be included in the comprehensive MOC process to ensure their effectiveness. Unfortunately, many who are involved more in the operation and process side of our business sometimes make small changes to process variables, assuming that any change in material degradation negligible or will be found in the next inspection. That’s simply not the way the inspection process works anymore. Most sites typically don’t inspect equipment just to see if anything has changed since the last inspection. An effective MOC process is vital to the success of any FEMI program in order for the inspection group to anticipate changes in corrosion or other damage mechanisms and then alter the inspection plan to account for those changes. Even when MOC is triggered for a process or hardware change to the facility, if experienced, knowledgeable FEMI experts are not directly involved in the MOC work process, asking the right questions, then the MOC process for avoiding LOPC could be inadequate [2].
It is vital that the FEMI discipline be interlocked with the PSM group on the MOC process. I find that if these two disciplines are not closely coupled, then critical MOC issues that affect FEMI can be missed, sometimes until an LOPC occurs. It is vital that someone knowledgeable in corrosion and damage mechanisms (i.e., a corrosion specialist) be involved in assessing physical and process changes for their potential impact on FEMI. And that does not mean that they are called upon after someone else has identified a potential process change issue, but rather they are the ones that look at ALL potential process and physical changes to determine if MOC needs to be implemented for FEMI reasons. The MOC process for FEMI would not work well if the FEMI discipline is only called upon to participate when someone else thinks we need to be involved, or worse yet, the FEMI discipline simply receives action items from the MOC process without their involvement in the assessment of the change. And, of course, this whole MOC process for process variable changes is completely dependent upon having a comprehensive list of IOWs implemented in each process unit.
If you are interested in reviewing more detailed information on management of change for SSA work processes and their impact on FEMI, the following materials may be helpful to you:
- Article “Integrity Operating Windows and Management of Change for Pressure Equipment Integrity” by John Reynolds, March/April 2010 Inspectioneering Journal
- Article “Effective MOC - The Vital Link in Process Piping Integrity” by John Reynolds, May/June 1997 Inspectioneering Journal
- Chapter “14. Management of Change for Fixed Equipment Mechanical Integrity” of The 101 Essential Elements in a Pressure Equipment Integrity Management Program by John Reynolds
Transfer of FEMI Knowledge
The fourth key to successful SSA implementation is FEMI knowledge transfer which is what full-time FEMI personnel should do for all other SSA stakeholders on site who have a role in protecting and maintaining FEMI, including operators, process engineers, project engineers, and maintenance craft personnel. Since many others at the site have an SSA role in maintaining a high level of FEMI, they need some amount of awareness of important FEMI issues to be able to function effectively as our extra set of “eyes and ears” on each process unit. Surely they will not need the same level of knowledge as full-time FEMI personnel such as inspectors, inspection engineers, or corrosion specialists, but they will need enough knowledge to know what can go wrong if a FEMI issue for which they may have some level of involvement and responsibility is not handled properly.
Transfer of FEMI knowledge can be accomplished in several ways, including in scheduled meetings with a team of FEMI stakeholders (operations, engineering, maintenance, FEMI personnel) in each process area. Such periodic meetings are for the express purpose of sharing knowledge about FEMI issues and collectively deciding how to avoid or reduce threats that might affect FEMI in each process unit. Examples of such FEMI issues include:
- Potential long-term and short-term FEMI issues (i.e., new threats)
- Proposed changes in hardware or process that may need MOC assessment
- Deviations from established IOWs that may need analysis and corrective actions
- The impact of planned process unit projects on FEMI
- Turnaround planning issues that may impact FEMI
- An ongoing list of the top ten FEMI concerns for each process unit, etc.
To be most effective, these SSA teams would meet periodically and separately from other site teams to establish FEMI action plans and review progress in each operating area. I say “separately” because if these team meetings are conjoined with the daily operations or maintenance meetings, then the importance of longer-term FEMI issues could get sidelined in the handling of the “hot rocks” of the day that involve urgent production and maintenance issues. Typically the information that comes out of these focused FEMI meetings is used to update the process unit CCD, inspection plans, IOWs, and to bring together the information necessary to handle MOC issues associated with FEMI. On the far-right end of the of SSA work environments shown in Figure 1, the operating managers are so vitally interested in FEMI that they are the ones that schedule these meetings and conduct them (i.e., they are actually “pulling on the FEMI rope” rather than FEMI personnel having to “push the FEMI rope uphill”).
Probably the best source of SSA information that can serve as a basis for FEMI knowledge transfer to other stakeholders is a comprehensive Corrosion Control Document (CCD) developed for each process unit following the guidance outlined in API RP 970, “Corrosion Control Documents.” When properly developed, CCDs contain “everything you need to know” about corrosion and other damage mechanisms for each process unit. As such, CCDs can serve as a foundation block for knowledge transfer to operators and all other SSA stakeholders about how degradation mechanisms can cause significant process safety incidents (LOPC) if the process unit is not properly controlled. And of course, if the process unit is not properly controlled, the results can be unanticipated release of flammable/toxic oil/petrochemical products that might in fact pose a danger to the well-being of operators and other stakeholders. It does little good to have highly knowledgeable FEMI engineers and inspectors, who know all about corrosion, cracking, embrittlement, and the other 60+ forms of construction material degradation in oil and petrochemical plants, if those on the front line don’t have the right amount of FEMI information to help us avoid hazardous incidents. Sometimes, when small deviations or work process errors go unnoticed and don’t cause immediate or obvious degradation problems, our front-line workers could assume that these “small” deviations don’t matter because they seemingly have no short-term impact.
And don’t forget about the need for knowledge transfer to managers and supervisors (operating, engineering, technical and maintenance). Many of them have no idea what the full scope of our FEMI jobs entails. Some are even tempted to run and hide when they see us coming because they may view us as bearers of bad news who cost them money or slow the progress of their pet projects. They, too, need to be enlightened about what happens when equipment leaks/fails and what their employees can do to help avoid future FEMI failures. Every chance I’ve had throughout my FEMI career, I’ve spoken to managers and supervisors about lessons learned from process safety incidents that are caused by FEMI failures. Insurance industry statistics continue to show that FEMI failures are still the leading cause of large losses (i.e., LOPC) in the industry.
If you are interested in reviewing more detailed information on transfer of FEMI knowledge for SSA work processes and its impact on FEMI, the following materials may be helpful to you:
- API 970, “Corrosion Control Documents,” First Edition
- Chapter “90. FEMI Knowledge Transfer” of The 101 Essential Elements in a Pressure Equipment Integrity Management Program by John Reynolds
Documented FEMI Roles and Responsibilities
Documented roles and responsibility descriptions are the last of the five keys to SSA, and perhaps it seems so mundane that some readers will be tempted to pay little attention to them. That would be a mistake. I’ve seen some very detailed, very explicit, high-quality, documented role descriptions for full-time FEMI personnel, which is as it should be so that everyone at the site clearly understands everything for which we are responsible. I’ve also seen plenty of the opposite. In the best-performing organizations, all other FEMI stakeholders in the operating site who have a role in maintaining FEMI should also have their FEMI responsibilities spelled out clearly in their own roles and responsibilities descriptions. Once again, that means that everyone in operations, maintenance, process, and project engineering would have their role and responsibilities documented for maintaining FEMI. Unfortunately, in my experience of having conducted well over 100 FEMI site assessments, this is an issue that is severely lacking in our industry. Such FEMI roles should include things like:
- Operating within the established Integrity Operating Windows (IOWs)
- Assessing, understanding, and correcting IOW exceedances
- Participating in MOCs on all physical and process changes that may have a potential impact on FEMI
- Communicating process upsets, deviations, and other irregularities to FEMI personnel for follow-up assessment
- Any quality control type activities assigned to and accomplished by maintenance on fixed equipment
- Any QA/QC for equipment replacement, installation, and repair by maintenance and projects personnel
- The many QA/QC activities conducted on fixed equipment by receiving personnel to make sure that what was ordered is actually what was received
- The QA/QC for which projects personnel are responsible for new fixed equipment
- Dozens more specific FEMI roles that each of these other SSA stakeholders will have in order to implement SSA effectively
Clearly, in my mind, the best way for this to happen is for knowledgeable full-time FEMI personnel to help draft these FEMI roles and responsibilities for all the other vital SSA stakeholders. As I’ve said many times, those of us with full-time FEMI roles can’t accomplish FEMI alone. We need much help from other operating, maintenance, and engineering personnel to operate, maintain, repair, replace and carry out other QA/QC activities to keep fixed equipment safe and reliable. One of the best ways to increase the probability that this will happen is to document each of their FEMI roles and responsibilities for all SSA stakeholders.
If you are interested in reviewing more detailed information on documented roles and responsibilities for SSA work processes and their impact on FEMI, the following materials may be helpful to you:
- Chapter “91. FEMI Roles/Responsibilities” of The 101 Essential Elements in a Pressure Equipment Integrity Management Program by John Reynolds
- Article “Fifty Important Roles & Responsibilities of the Plant Corrosion/Materials Specialist” by John Reynolds, January/February 2017 Inspectioneering Journal
- Article “A Thousand Important Roles & Responsibilities of the Plant Fixed Equipment Inspection and Mechanical Integrity Group” by John Reynolds, July/August 2020 Inspectioneering Journal
Summary
This Reynolds Wrap Up has been just a brief overview summary of the five key SSA work processes that can help to involve the front-line functional disciplines in working together to help us protect and improve FEMI. Operating sites that have all their functional disciplines mostly “working in separate silos” and focused almost solely on their primary business function will never achieve excellence in FEMI, which means they are likely to have continued leaks and process safety events along with their multiple undesirable consequences.
Where is your site on the SSA chart in Figure 1? Is there a real multi-functional effort at your plant to work together in a shared stewardship of assets environment to prioritize and mitigate FEMI risks? Do you think there are other key aspects of SSA besides the five mentioned in this article? Do you have the effective involvement and attitude of “real SSA” in your operators, maintenance personnel, and engineers for preserving and protecting your fixed equipment assets? Do others at your site that have an SSA role have all the FEMI knowledge that they need in order to help protect equipment from unexpected or accelerated deterioration? Do your operators know what aspects of their jobs can cause equipment to degrade faster than expected or cause other surprise failures that might lead to hazardous releases? What is the quality level of FEMI role descriptions at your site for all SSA stakeholders, including full-time FEMI personnel?
References
- Reynolds, J., 2015, 101 Essential Elements in a Pressure Equipment Integrity Management Program, Second Edition, Inspectioneering.
- Reynolds, J., 2015, “Management of Change for Fixed Equipment Mechanical Integrity,” Inspectioneering, https://inspectioneering.com/blog/2015-03-09/4447/management-of-change-for-fixed.
















Comments and Discussion
There are no comments yet.
Add a Comment
Please log in or register to participate in comments and discussions.