This post is based on an article from the September/October 2012 issue of Inspectioneering Journal by Peter Carter, Joe Frey, and Mike Guillot, all from Stress Engineering, Inc. You can find the original article here.
For many years, it has been common practice in the petrochemical industry to use fitness-for-service (FFS) evaluations to determine whether or not a finding during an inspection would prevent a part from being able to be returned to service. This practice is common enough that the National Board Inspection Code (NBIC) has actually referenced the FFS methodology found in FFS-1. The practice is actually becoming even more widespread as FFS is being used in situations even beyond those specifically included in FFS-1. Let us look at a case study, which can demonstrate exactly how useful FFS can be.
Case Study: A Scheduled Maintenance Outage
The problem began when, during a scheduled maintenance outage at a particular plant, inspectors had discovered that three variable-spring pipe supports on the steam pipe riser had cracked springs. The unit has been was scheduled to return to service in about a week, so there wasn't enough time to replace or repair the supports. Thus, it was integral that they know whether or not the unit could be returned to service safely, and what the risks and consequences of a failure might be. Engineering personnel immediately began preparing a pipe stress model and finite element analysis of the offending equipment.
The main steam piping under consideration consisted of a 25½” OD main run with 19” branches at both the boiler and turbine ends. Three main steam spring supports were determined to have cracked springs. Figure 1 shows the main steam pipe routing and pipe support locations.
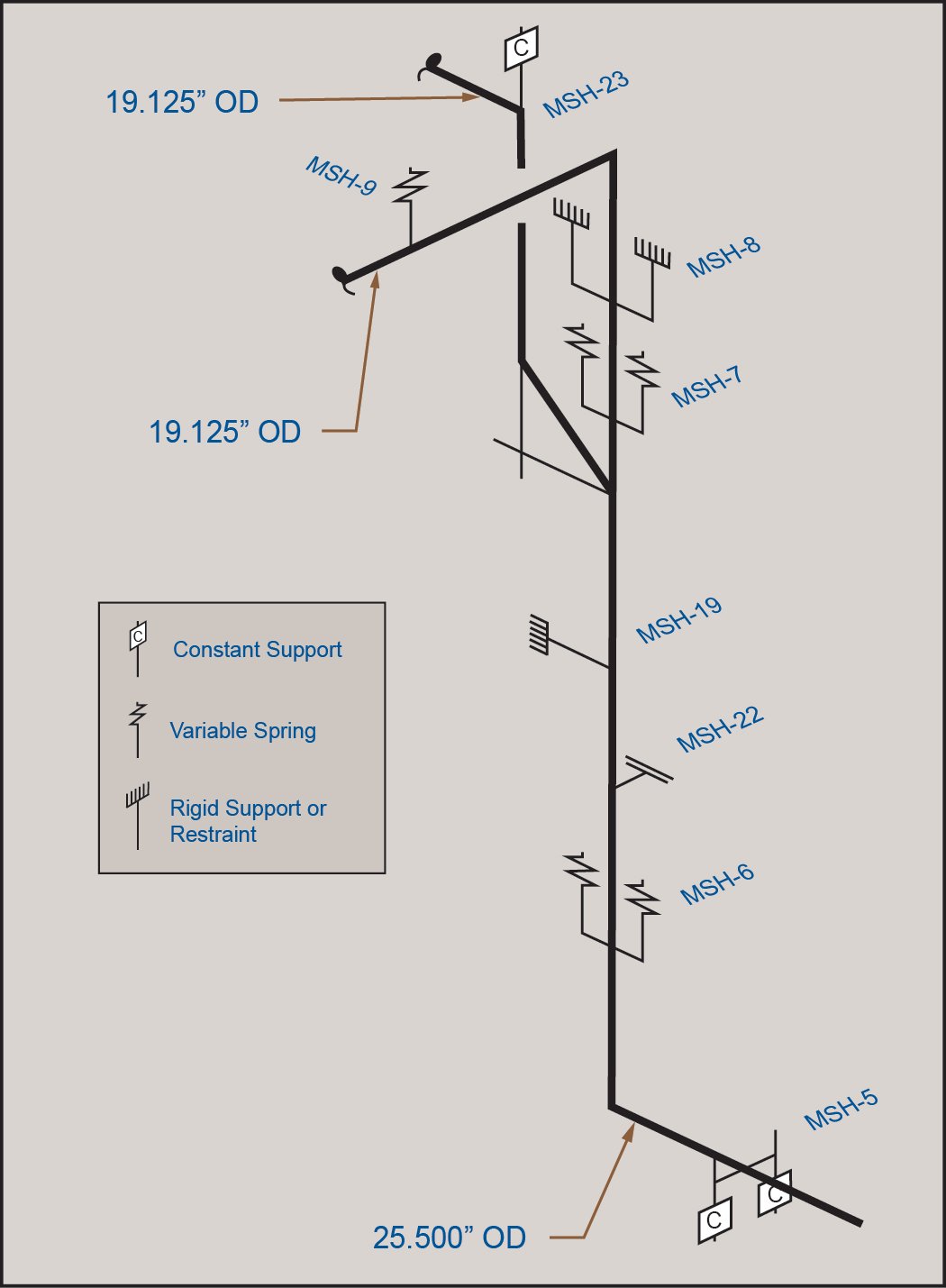
Figure 1. Riser piping support isometric
Once on site, strain gauges were installed on the six hanger rods to measure strains in the riser supports. The strains were measured as each pair of rods was unloaded. Support loads were calculated based on actual hanger rod diameters and measured strains. Hanger load data was used in the pipe stress model to calculate loads on the supports and piping. Pipe wall thickness was measured using ultrasonic testing (UT) and actual pipe wall thicknesses were used in the evaluation.
From these evaluations, it was found that the cracked springs were carrying a smaller load they were designed for and would not have a significant impact on the risk of failure or remaining life of the unit and it was returned to service on schedule. Likewise, the analysis also suggested that, at the cold condition, load was being transferred to the hanger located above the rigid support. At the hot condition, the load shifted to hanger MSH-5, the first pipe support on the lower horizontal ran below the riser. Engineers determined that hanger MSH-5 bottoms out after 8½” of downward thermal growth. The pipe is expected to grow about 12” downward; consequently, the remaining thermal growth beyond the capacity of hanger MSH-5 is forced upward, thereby reducing the load on the riser pipe supports in the hot condition. While this wasn't intended in the unit's design, it did have the practical effect of countering the loss of support at the cracked springs.
Calculated stresses for the pipe and connection welds were determined to be below Code allowable stress. The team concluded that the cracked springs did not have a significant effect on the remaining life or risk of failure of the main steam pipe.
Based on the team's recommendations, the operator returned the unit to service on schedule. After the subject pipe was stabilized at its operating temperature of 1000 degrees Fahrenheit, loads were again measured in the field for the same three pipe supports. These hot loads were then compared to the Code stress model results to further calibrate the model. Predictions were sufficiently close to measured loads, and the original conclusions remianed unchanged.
Finally, the team prepared recommendations regarding replacing the cracked springs in the future, balancing the loads, and possibly redesigning the support system.















Comments and Discussion
There are no comments yet.
Add a Comment
Please log in or register to participate in comments and discussions.